


联系我们

当前位置:
衡水 铭诺橡塑制品有限公司 >
白银当地产品频道
注塑产品重量轻怎么调薄利多销
更新时间:2024-11-20 15:24:05 浏览次数:7 公司名称:衡水 铭诺橡塑制品有限公司
以下是:注塑产品重量轻怎么调薄利多销的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 7天内 |
| 供货总量 | 9999 |
| 运费说明 | 电议 |
| 最小起订 | 10 |
| 质量等级 | A |
| 是否厂家 | 是 |
| 产品材质 | 塑料 |
| 产品品牌 | 铭诺 |
| 发货城市 | 河北衡水 |
| 产品产地 | 河北衡水 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 产品颜色 | 定制 |
| 质保时间 | 180天 |
| 是否进口 | 否 |
| 质量认证 | 合格 |
以下是:注塑产品重量轻怎么调薄利多销的图文视频




注塑产品重量轻怎么调薄利多销,铭诺橡塑制品有限公司为您提供注塑产品重量轻怎么调薄利多销产品案例,联系人:杜鑫鑫,电话:18631871991、18631871991,QQ:3265414165,发货地:衡水景县景龙路南、杜桥镇草厂村西北发货到甘肃省 白银市 平川区、靖远县、会宁县、景泰县。 甘肃省,白银市 2022年,白银市地区生产总值完成635.53亿元,比上年增长5.6%。
以下是我们上传的注塑产品重量轻怎么调薄利多销实拍视频,您可以点击观看。
以下是:注塑产品重量轻怎么调薄利多销的图文介绍


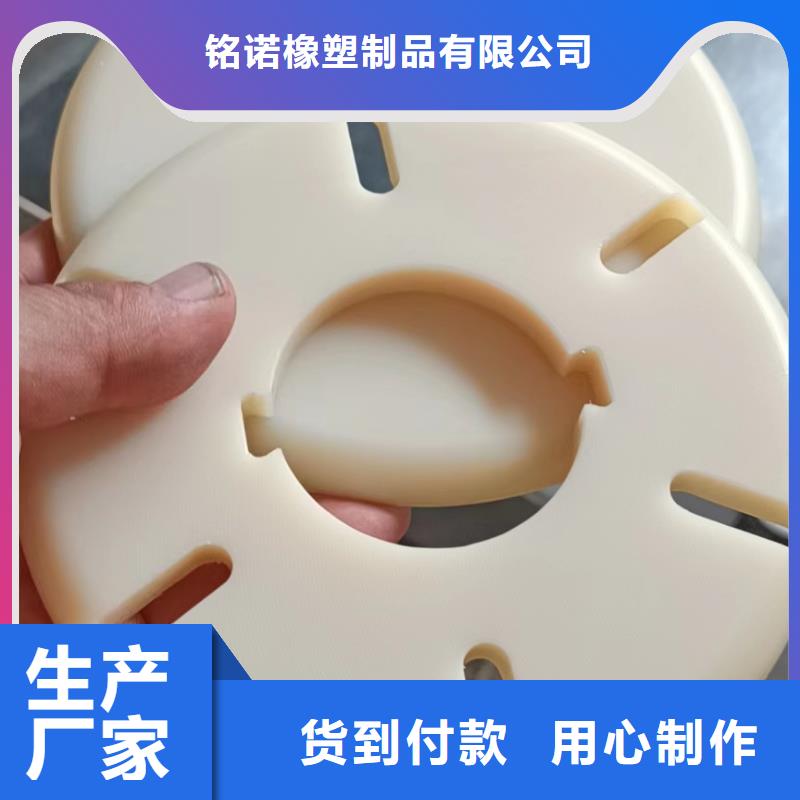
甘肃白银注塑产品 4 制品脱模的破损及裂纹的方法 脱模困难的原因 1-1 模内由 1-2 脱模斜度不足 1-3 模具光度不高 相关联的知识 2-1 由于脱模料度不足而造成的峰非常常见,在进行制品设计时,必须在倒面标明脱模斜度,脱模料度通常范用在 1"2 度之间,在这一范用内以从量人为好,特殊的场合也 允许为 05 度以上 2-2 射出压力如果太高,例品同模具太密切贴紧,脱模就变得用难2-3 为了顺利使制品脱离模具,通才使川含有硅油的脱模剂,然而使川脱模剂时只能很薄地涂一层。如朵喷涂太厚想擦去很难。还有山于脱模剂地作川,制品上的打印标记等二次加工变的很不好,一旦涂布在模具上的脱模剂附在制品上想擦去是相当地闲难的。 解决的方法 3-1 即时:下降射出压力,缩短保压时间,降低模具温度降低脱模速度,"喷涂脱模剂 3-2 短期: 提高模具型腔的光洁度 3-3长期: 增大脱模斜度,增加脱模销的数目 叫由于材料的差异 4-1 既重又硬的材料,例如 GPPS,由于脱帽斜度不足而引起制品破损的事常见。对既粘又软的材料,例如 PE切掉。



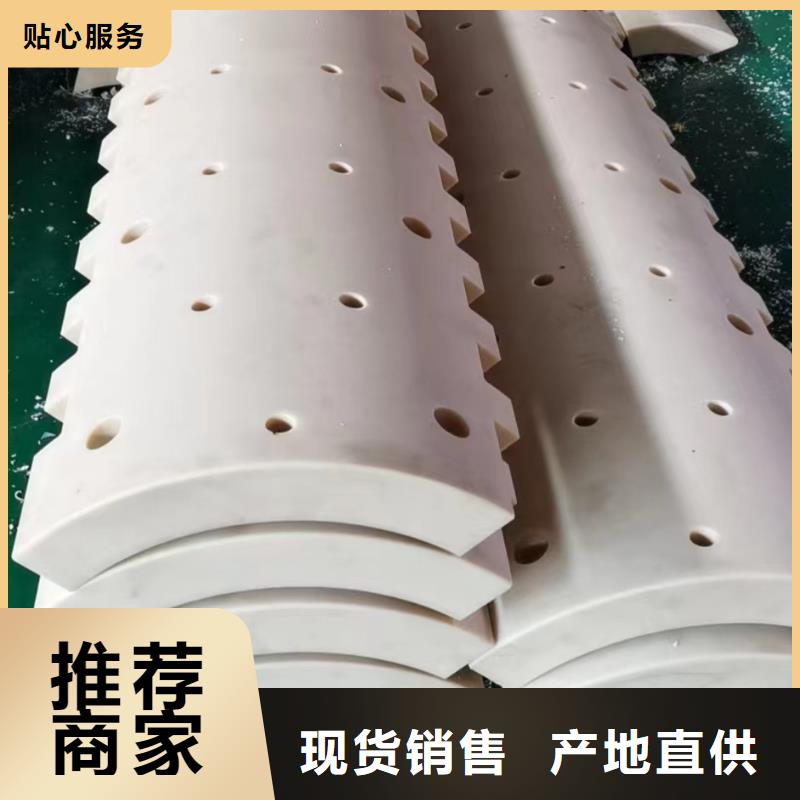
甘肃白银注塑产品 制品熔结痕的方法10 制品产生熔结痕的原因: 1-1由于溶融材料的先头部分冷却固化在合流不造成条状的熔结痕。 1-2由于空气还有材料的挥发分被封闭 1-3型腔内残留有脱模剂。 相关联的知识:2-1 使用一个浇口,没有使材料从 2个方向合流的制品一般没有熔结痕,除此以外,如果想避免熔结痕只能改变浇口的位置使熔结痕发生在不显眼或看起来顺眼的位置。 2-2 模具上的销(在制品上的孔)一般都会发生熔结痕。 2-3因空气被封闭而产生熔结痕的现象非常多,所以必须使空气完全逸出。 2-4 也有用这种方法的:使产生熔结痕的地方发生在制品多余的薄片上,然后再把薄片切断 2-5 脱模剂过多而使熔融的材料的先头部分浮起送进型腔,肯定就会发生熔结痕 解决方法: 3-1 即时:提高射出速度,提高模具温度,提高料筒的温度,提高射出压力 3-2 短期的:增加气体逸出槽 3-3 长期的:改变浇口的位置。


甘肃白银注塑产品 07 (8)型腔的厚度同填充长度,大体上成直线比例。 5-3 填充 长度 (L)同型腔的厚度(T)的比值L/T 为成型材料流动性的标准L/T 比值 材料 PVC(硬)150-100 PVC (软)240-160 PC150-100 PA6320-200 PS200-220 PP280-160 280-200 、制品银条痕的方法 产生银条的原因 1-1 材料中的水分和挥发性液体的气化 1-2 材料的分解 1-3 材料的剪切



铭诺橡塑制品有限公司秉承“质量效益,诚信共赢、创新”的核心价值观,建设物流增值链,做好的服务,本着信誉优先,薄利多销的原则,以优质的服务,灵活的经营模式开拓市场;公司与各 甘肃白银杀菌锅塑料隔板厂的长期稳定的合作关系,保证了公司为新老客户提供过硬的 甘肃白银杀菌锅塑料隔板产品和优质的服务,努力打造行业中的营销体系。

注塑产品重量轻怎么调薄利多销_铭诺橡塑制品有限公司,固定电话:18631871991,移动电话:18631871991,联系人:杜鑫鑫,QQ:3265414165,景县景龙路南、杜桥镇草厂村西北 发货到 甘肃省白银市。