

塑料托盘在自动化立体仓库货架上使用时,除了满足以上要求外,还要考虑托盘的防滑系数、塑料托盘底面与链式传送设备的配合、进叉高度、上货架的承载量、 变形量、长短面的挠曲度、贴条码的位置及RFID芯片的放置等因素。
能否机械手动叉车通用主要应当看塑料托盘底部的结构,例如双面或者田字托盘由于底部有横梁或者为平板,导致手动叉车无法进入,即使进入由于是叉在托盘中间导致无法使用,所以消费者在采购塑料托盘时候一定要根据自己的实际使用情况进行选择,以免买到一个不适合自己的托盘产品。


塑料托盘技术标准
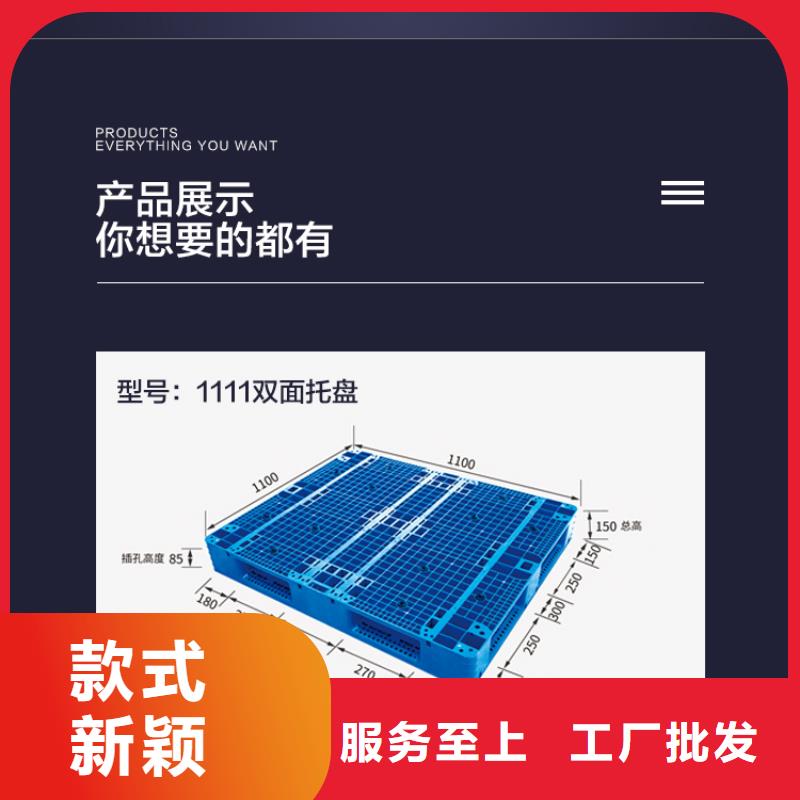
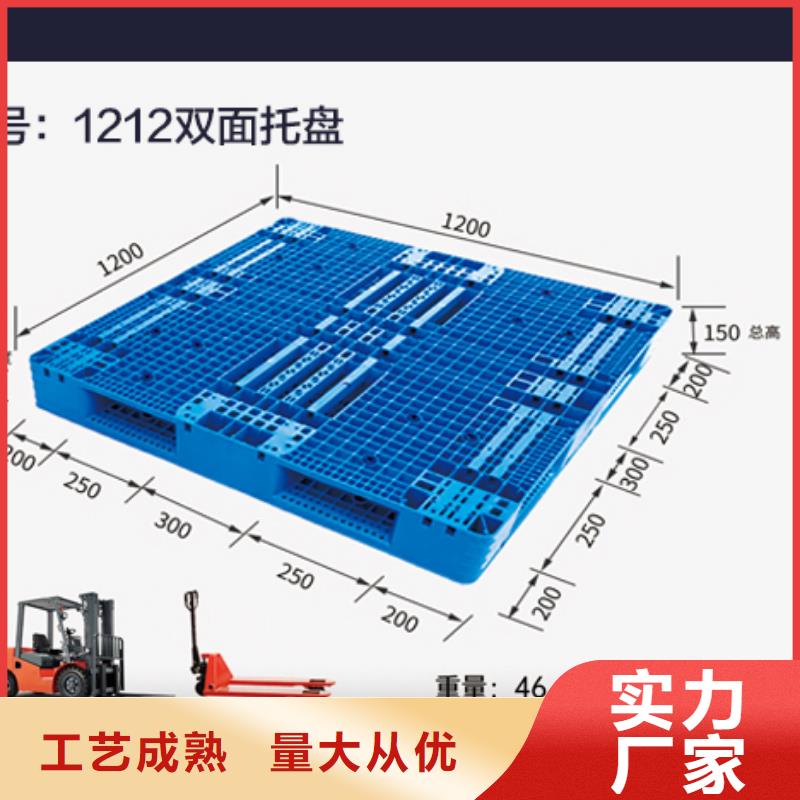
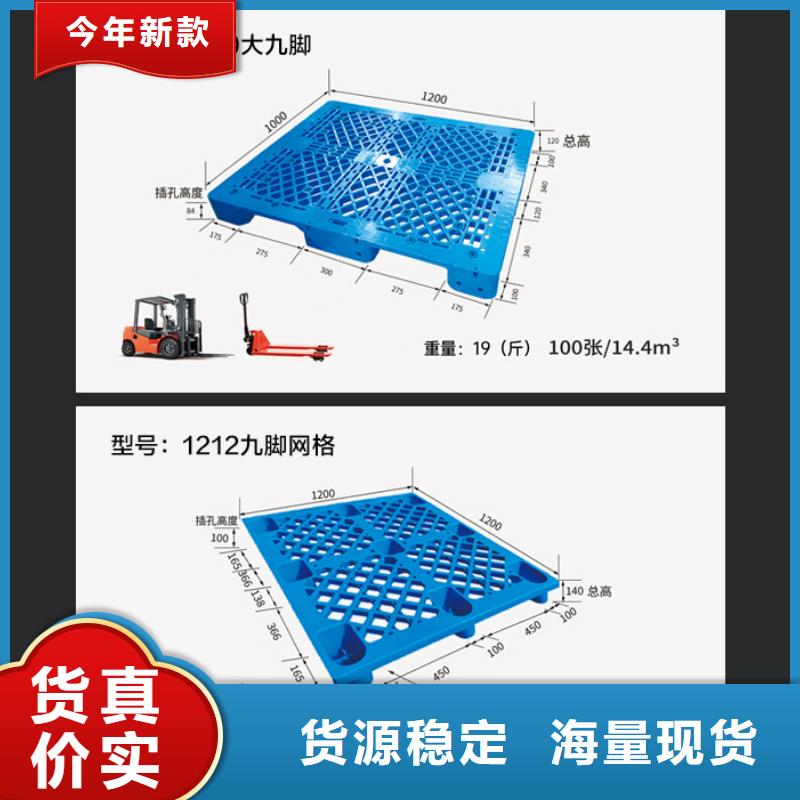
SP-1210川字平面塑料托盘
| 名称 | SP-1210川字 | 每100张托盘的体积
| 14m3
| |||
| 规格 | 1200*1000*150mm
| 材质 | 抗冲击高密度聚乙烯HDPE
| |||
| 叉孔高度 | 85mm
| |||||
| 载重 | 动载 | 静载 | 货架 | 特别说明 | 可内置7根镀锌方形钢管,表面4根 腿部3根 | |
| 1.5T | 6T | 0.8T | ||||
| 底部结构 | 川字型 | |||||
| 使用方法 | 适合货架、平地使用 | |||||
| 进叉形式 | 四面进叉,适合叉车、手动液压车使用
| |||||
| 图片展示 |
| |||||
塑料托盘测试标准:
1.对角跌落试验:跌落试验高度1000mm,一般为如此重复三次,对角变化率≤1%
2.抗弯强度试验:弯曲度≤30mm,下铺板强度试验挠曲率≤5%,均载强度试验挠曲率≤4%,无影响使用的裂纹和变形。
3.重量偏差:与标准合格样品误差≤±0.5KG
4.托盘尺寸偏差:长,宽,高制造误差为≤2mm,两对角线长度误差≤3mm
备注:以上塑料托盘参考数据为重庆赛普塑业托盘制造企业提供,具体以实际配合使用为准。
SP-1210川字网格塑料托盘
| 名称 | SP-1210川字 | 每100张托盘的体积
| 13m3
| |||
| 规格 | 1200*1000*150mm
| 材质 | 抗冲击高密度聚乙烯HDPE
| |||
| 叉孔高度 | 85mm
| |||||
| 载重 | 动载 | 静载 | 货架 | 特别说明 | 内置8根镀锌方形钢管,表面4根 腿部4根 | |
| 1T | 4T | 0.8T | ||||
| 底部结构 | 川字型 | |||||
| 使用方法 | 适合货架、平地使用 | |||||
| 进叉形式 | 四面进叉,适合叉车、手动液压车使用
| |||||
| 图片展示 |
| |||||



塑料托盘的制作流程
其特征在于该方法包括以下步骤:
以高密度聚乙烯和高密度聚丙烯为原料,分别将两种原料粉碎成粒度为2~6毫米的颗粒,清洗后在100~120℃烘干2~4小时,得到干燥固体原料;
将上述两种干燥固体原料混合,混合比例为:再生高密度聚乙烯占原料总重的重量百分比为10~30,全新高密度聚丙烯占原料总重的重量百分比为90~70,得到原料混合物,在原料混合物中分别加入占原料混合物重量百分比为2~6的弹性体增韧剂、占原料混合物重量百分比为0.5~3的交联剂、占原料混合物重量百分比为0.5~2的流动助剂以及占原料混合物重量百分比为0.5~0.6的有机颜料,混合均匀,得到混合物;
使上述混合物在2万克至4万克的注塑机中,经柱塞料筒中100℃~220℃反应后注塑成型,模具温度为20~50℃,注射压力为80~140MPa,保压压力为注射压力的30%~60%,背压为5~20MPa,得到塑料托盘。


塑料托盘的规格尺寸选定:
选用塑料托盘的时候,根据所要求的项目不同,所选的规格也会不同。
先考虑货物的包装规格及在塑料托盘上的摆放方式。例如:欧洲标准周转箱尺寸是600*400mm,在1200*1000mm的托盘一层放置5个,在1200*800mm的托盘一层放置4个,一般堆放5层。



赛普塑料制品有限公司拥有一批高素质的技术管理队伍以及【甘肃白银塑胶栈板】完整的制造工艺,为客户打造出,节能,稳定,美观,实用的【甘肃白银塑胶栈板】。高品质(赛普塑料制品有限公司家通过ISO9001质量体系,完善的售后回访制度,严格把关每一个细节,做到每个【甘肃白银塑胶栈板】都在优化改进)高技术(赛普塑料制品有限公司坚持每年拿销售收入百分之十投入作为研发费用,与行业领头企业建立技术交流通道,不断吸收消化国际先进的【甘肃白银塑胶栈板】技术)效率高(赛普塑料制品有限公司拥有十余台【甘肃白银塑胶栈板】精加工设备,还有十余名行业技术人员,保证用短时间为客户做出质量好的【甘肃白银塑胶栈板】产品)