



为了让您更地了解我们的#LED灯光护栏#-重信誉厂家产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:#LED灯光护栏#-重信誉厂家的图文介绍

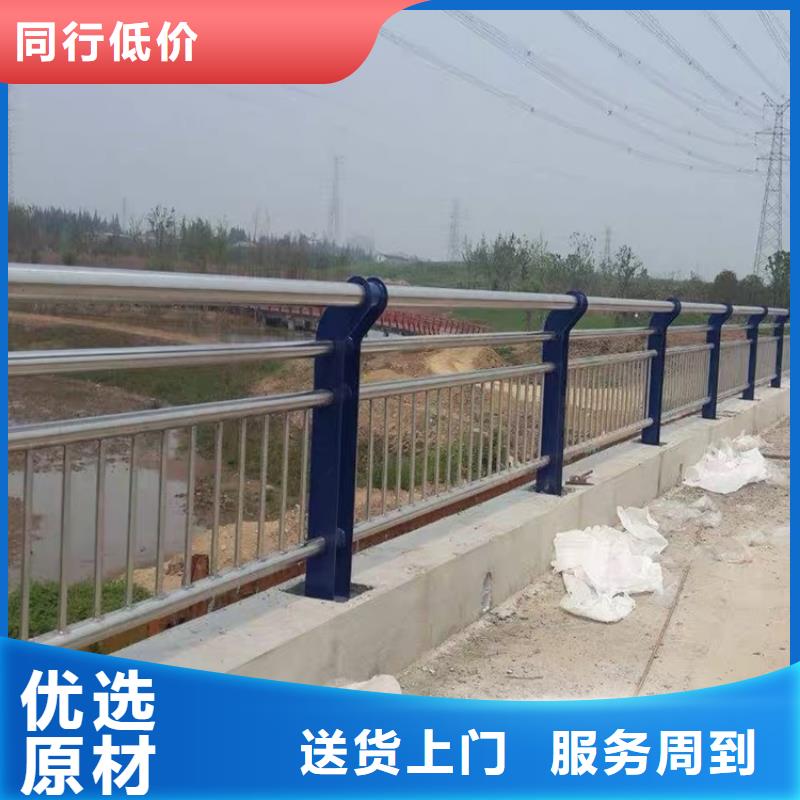
划分桥梁护栏的类型方法很多,除按设置位置划分外,还可按构造特征、防撞性能等划分。按设置位置可分为桥侧护栏、桥梁中央分隔带护栏和人行、车道分界处护栏;按构造特征可分为梁柱式(金属制和混凝土)护栏、钢筋混凝土墙式扩栏和组合式护栏;按防撞性能可分为刚性护栏、半刚性护栏和柔性护栏。一般常见的护栏形式有混凝土护栏、波形梁护栏和缆索护栏。金属制梁柱式护栏 [1] 金属制桥梁护栏的立柱和横梁是桥梁护栏的受力构件,需要具有良好的吸收车辆碰撞能量的特性,同时也要便于加工和安装,表5-1和表5-2是国内外常用的桥梁护栏横梁形式和立柱断面形式。其中横梁标准长度为,~0crll,立柱标准间距为.~]0cnl或~OcHI。金属制护栏在构造上应满足以下几点:①护轮带高度D小于10cra,且未超出护栏面(H=0)时,防撞等级为PL3、PL2、PLl的当护轮带伸出护栏正面(25cm~25cm时,防撞等级为PL3、PL2的护栏桥梁防撞护栏主要受力杆件的预埋件钢板厚度不应小于4mm,宽度不应小于80mm,锚 筋直径不小于6mm,每块预埋件不宜少于4根钢筋,埋入混凝土的锚筋长度不小于100mm,锚筋端部为180°弯钩.当预埋件安在砌体上时,应制作成边长不小于100mm的混凝土预制块,混凝土强度等级不小于C20,将埋件浇筑在混凝土预制块上,随墙体砌块一同砌筑,不得留洞后塞护栏主要受力杆件的后置埋件钢板厚度不小于4mm,宽度不宜小于60mm;立杆埋件不应小于两颗螺栓,并前后布置,其两颗螺栓的连线应垂直相邻立柱间的连线,膨胀螺栓的直径不宜小于10mm;后置埋件必须直接安装在混凝土结构或构件上,已装饰部位应先装饰装修材料(含混凝土和水泥找平层)后才能安装后置埋件. 桥梁防撞护栏主要受力杆件的预埋件钢板厚度不应小于4mm,宽度不应小于80mm,锚 筋直径不小于6mm,每块预埋件不宜少于4根钢筋,埋入混凝土的锚筋长度不小于100mm,锚筋端部为180°弯钩.当预埋件安在砌体上时,应制作成边长不小于100mm的混凝土预制块,混凝土强度等级不小于C20,将埋件浇筑在混凝土预制块上,随墙体砌块一同砌筑,不得留洞后塞.


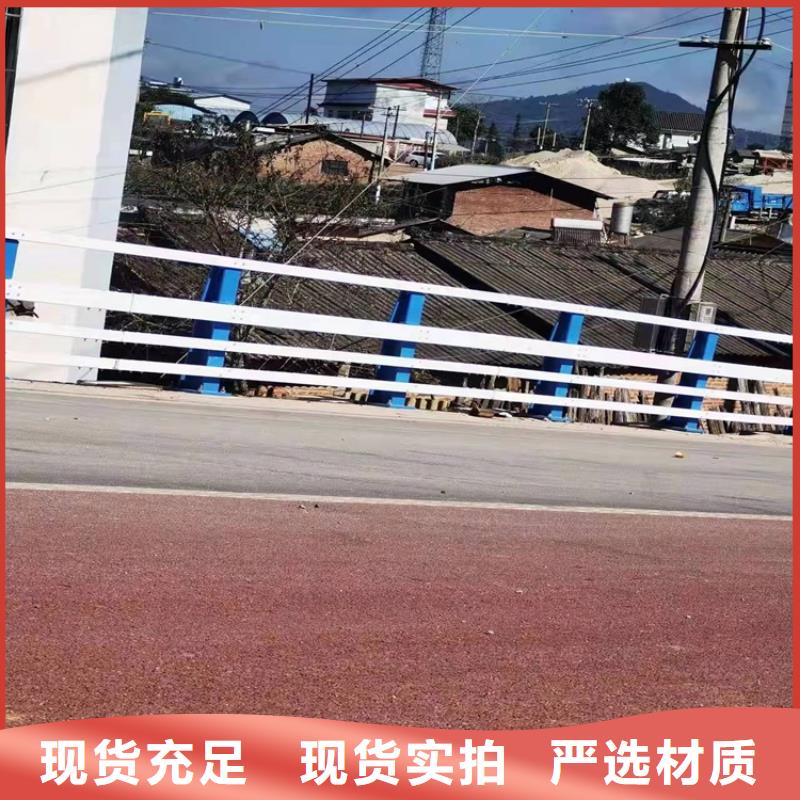
景观护栏复合管喷漆就是将景观护栏复合管刷上一层其他的颜色,而大家在选择喷漆的景观护栏复合管时候,从来不会选择景观护栏镜面管,这是为什么呢?下面小编我为大家分析一下: 景观护栏镜面管表面是光滑的,上漆的时候不容易上色,而且就算是上色了也很容易掉色,所以通常情况下是不会选择使用景观护栏镜面管来进行喷漆的。 那什么样的景观护栏复合管会常被选择用来喷漆的呢?若对喷漆的表面效果要求一般的,可以选择使用景观护栏坯管,坯管的表面粗糙,很容易上色,而且不掉色。若产品高端的,可以选择拉丝管进行喷漆 ,景观护栏复合管拉丝可以拉80目、120目、240目等等,每种拉丝管喷漆后的效果都不同。当桥梁跨越快速路、城市轨道交通、高速公路、铁路干线等重要交通通道时,桥面人行道栏杆上应加设护网,护网高度不应小于2m,护网长度宜为下穿道路的宽度并各向路外延长10m。五、作用在桥上人行道栏杆扶手上竖向荷载应为1.2KM/m;水平向外荷载应为2.5KM/m。两者应分别计算。人行道或带外侧的栏杆高度不应小于1.10m。栏杆构件间的 净间距不得大于140mm,切不宜采用横线条栏杆。栏杆结构设计必须可靠,栏杆底座应设置锚筋,其强度应满足 规范要求。栏杆强度应满足:车辆以80KM/H的速度,与栏杆成15°角发生碰撞,不落河。三、栏杆造型、色调与周围环境协调,对重要桥梁防撞护栏宜作景观设计。



鼎森金属材料有限公司是一家专业化从事 贵州安顺不锈钢复合管护栏产品生产的企业,公司坐落于贵州安顺地理位置优越。常年以规格齐全、价格优惠、交通方便、24小时发货为经营方针;以信守合同、客户至上为宗旨,广开渠道向客户提供良好的服务,使您能得到满意 贵州安顺不锈钢复合管护栏。

景观桥梁护栏表面有各种不同的色彩,从而形成了不同的风格。表面色彩的合理利用装饰了桥梁防撞护栏,给环境带来更多的美感。那么,景观桥梁护栏厂家是怎样做到使景观桥梁护栏的表面有彩色的呢?1、烤漆:烤漆工艺流程是:在基材上每上一遍漆,就送入无尘恒温烤房进行烘干处理,如此反复三遍、四遍或以上。 2、喷漆:是一个比较简单的表面处理作业。只需要将油漆倒入专门的喷漆设备,用喷枪对准工件进行喷涂,等它自然干燥或是高温烘干即可,所以相对来说是一个简单的物理过程,在桥梁护栏的生产中也是比较常见。 3、喷塑:也叫做喷粉,需要有专门的喷涂设备,所以经常要用到各种静电喷涂机、高压喷枪、烤炉、高温烤房、喷粉回收装置以及空气压缩机等等。它使用的涂料也和喷漆的液态油漆涂料不同,而是用一种特殊的固体粉末,将粉末经过静电处理后吸附在工件表面,然后送入高温烤房进行烘烤固化,当冷却后即可形成固态的涂层。

