




想要知道防撞护栏焊接加工产品如何?看视频就知道!看视频,选产品更明智!
以下是:防撞护栏焊接加工的图文介绍


自然因素道路护栏出现了损伤的问题,有的时候可能就是因为自然的因素,外在的天气经常的发生这样或者那样的变化,所以使用的时间比较长,可能就会出现生锈的问题。使用的时间太长,出现了生锈的问题,就会存在着氧化加速的情况,从而导致使用寿命方面大幅度的减少。人为因素车辆的碰擦对道路护栏的影响是非常大的。司机在平时开车的时候,必须要注意到这个方面的情况,我们应该真正的去看到这些地方并且能够做好一些保护的工作,千万不要强硬的通行,或者是随意的碰撞,否则对其造成的影响很大。不管是车辆还是行人,我们都应该做好这些方面的维护工作。及时的做好检查所有的产品都有自己的使用寿命,平时在用的过程中必须要及时的去做好检查,如果存在问题或者使用的时间太长,我们都应该及时的去做好更换,避免在这个过程中没有做一些检查的工作,出现各种问题,这样会影响到未来长期的使用情况,对于我们的应用来说其实会有着更大的影响。 购买道路护栏性价比是很多人都会考虑的问题,只有我们能够有正确的方法,真正的买到那些性价比更高的产品,这样在使用的时候才能够更有保障。市面上,同类产品的生产厂家如此之多,如果大家真的要作出选择的话,就应该认真的关注多个方面的事宜。做好对厂家的了解市面上的道路护栏厂家非常的多,如果真的要买到那些质量比较好的产品,就应该充分的去了解各个不同厂家的情况,因为生产厂家非常的多,我们不能够随便找一个地方就去进行购买,而是应该充分的去了解不同厂家之间具体的生产技术怎么样,然后再作出适合的选择。对比不同厂家的情况生产道路护栏的厂家如此之多,如果我们真的要作出选择,应该对比不同厂家的实际情况,因为每个厂家之间会有着比较大的差别,如果大家能够有一些正确的方法,认真的去对比不同厂家的实际情况,然后再做出了一些适合的选择,价格上面才会更加合理。



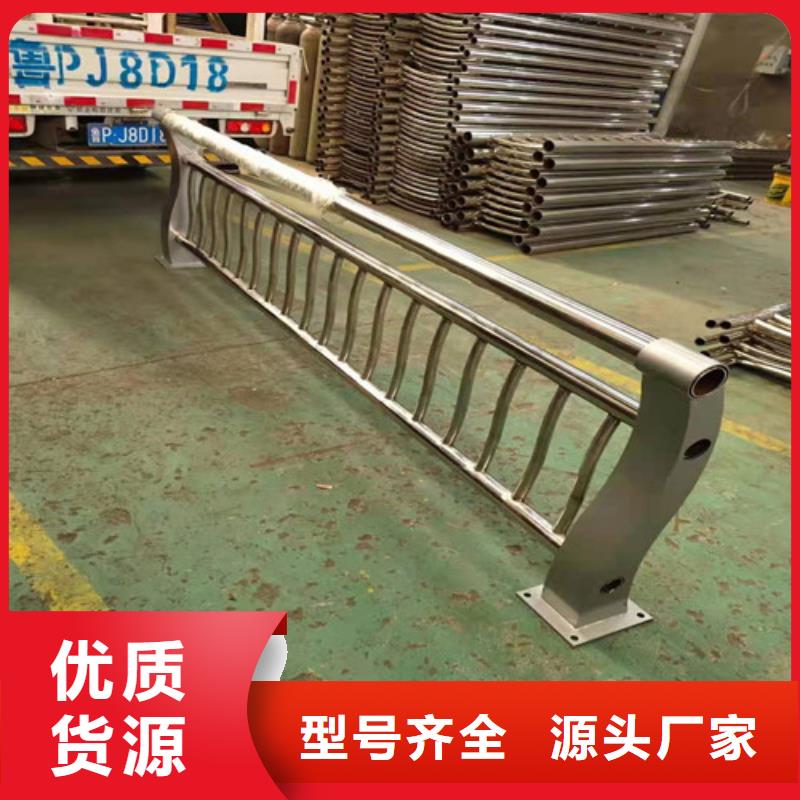
打磨平整光亮,不允许有焊渣、崩浅、毛刺或未打磨等情况;栏杆接缝应严密,不得有裂痕、翘曲、锻痕。焊接完成后,应将焊渣敲净。漆面平整均匀,不允许有色差、漏漆现象。表面平滑、均匀,不允许有、鼓泡、气孔、流挂、裂纹、夹杂物、发粘、划痕等缺陷。打磨平整光亮,不允许有焊渣、崩浅、毛刺或未打磨等情况;栏杆接缝应严密,不得有裂痕、翘曲、锻痕。焊接完成后,应将焊渣敲净。漆面平整均匀,不允许有色差、漏漆现象。表面平滑、均匀,不允许有、鼓泡、气孔、流挂、裂纹、夹杂物、发粘、划痕等缺陷。栏杆高度、问距、安装位置应契合设计央求。栏杆之问竖向问距不大于110mm,允许倾向不大于3㎜。栏杆竖向平面乖直度不大于3㎜,横向平面直线度不大于4㎜。 栏杆高度允许倾向不大于3应留意的质量问题:尺寸超出允许倾向:对焊缝长宽、宽度、厚度缺乏,中心线偏移,弯折等倾向,应严厉控制焊接部位的相对位置尺寸,合格前方准焊接,焊接时精心操作。焊缝裂纹:为防止裂纹产生,应选择适合的焊接工艺参数和焊接程序,避免用大电流,不要突然熄火,焊缝接头应搭接10-15mm,焊接中不允许搬动、敲击焊件;表面气孔:焊接部位必需清洗干净,焊接过程中选择恰当的焊接电流,降低焊接速度,使熔池中的气泡逸出。内衬不锈钢复合管的含义是什么?钢管复合不锈钢管,不锈钢管是由“gb12771-2000流体保送用不锈钢焊接钢管”规则为0cr18ni9(美国标准的AISI304),由于含有18%铬钢,内壁的管道在运用过程中,构成一层薄薄的氧化铬薄膜,薄膜,防止金属氧化,所以不锈钢具有良好的耐蚀性,不只可以抵御腐蚀的水和空气,而且能承受腐蚀的弱酸弱碱。



卓越不锈钢复合管护栏有限公司主营: 辽宁鞍山道路隔离护栏系列产品。公司拥有专业的技术人员,产品已在全国各地广泛使用,并得到广大用户的好评。公司注重品质、严格管理,建立了健全的质保体系和售后服务体系,“以质量创品牌,以诚信创未来”是公司宗旨,公司将秉承三个服务:贴心的售前服务,专业的售中服务,完善的售后服务,随时为客户提供更优的产品解决方案及优良的服务。我公司产品符合指标要求,质量合格热忱欢迎广大客户莅临我公司参观、考察、指导工作。


不锈钢复合管是由基层和复层组成,基层为20#钢的碳钢管,复层为0Gr19Ni9的不锈钢管。通过在不锈钢复管内壁施加高压,使其与基管达到紧密接触,形成完全贴合的内衬层。复合后满足结构强度及钢性的要求,复层满足耐腐蚀性要求。基层厚度一般较大,其主要作用是承受介质压力;复层厚度一般较小,只占总厚度的10 %~20 %,从而达到低成本高收益,基层材质为20#钢,属于优质低碳钢,是压力容器和压力管道的常用钢材,具有较高的强度,良好的塑性及韧性,焊接性很好。复层材质为0Cr19Ni9,属于奥氏体不锈钢,具有优异的耐腐蚀性,良好的工艺性能和焊接性能
不锈钢复合管焊接,采用焊接方法是手工钨极氩弧焊(GTAW/141)。钨极氩弧焊的电弧稳定,热量比较集中,在惰性气体(氩气)的保护下,焊接熔池纯洁,焊缝质量较好。打底层和过渡层,管子内部需要充氩气对焊缝背面进行保护,否则将产生严重的氧化,影响焊缝成型和焊接性能。
焊接制作过程中,主要工艺步骤包括:管子切割—坡口加工—端部封焊—打磨坡口—组装—焊接—焊缝检验—水压试验—酸洗—气密性试验等几个部分。
复合管焊接
(一) 复合管焊接工艺要求
钨极氩弧焊(GTAW/141)属于气体保护焊,焊接时如果有风,将会影响焊接质量。焊接场所应采取防风、防寒等措施,确保施焊环境不低于5℃,气体保护焊时风速>2m/s、相对湿度>90%,禁止施焊。
焊接前,应把准备焊接的区域25mm范围内清理干净,确保无切割和加工的切削液、油、铁锈、水垢或其他有害物质,以免焊接过程中产生气孔等缺陷。
(二) 复合管端部封焊
由于复合管的基层和复层只是通过挤压使内外壁贴合在一起,接触面存在空气、水分和油污等杂质。焊接过程中,受热会分解为水蒸气和CO2气体,会影响焊缝质量,产生气孔等缺陷。另外,由于复层和基层之间不易熔合在一起,所以需要对复合管坡口一侧的端部进行封焊。 封焊层可以起到封底焊作用,还可以增加了坡口 不锈钢层的有效厚度,提高接头的抗腐蚀性能。 封焊选用较小的焊接电流,较快的焊接速度,电弧摆幅不宜过大,圆周均匀堆焊2层。采用Φ1.6 ER309L焊丝,电流一般应控制在60A左右,以防止不锈钢复层被烧穿。
不锈钢复合管焊接,采用焊接方法是手工钨极氩弧焊(GTAW/141)。钨极氩弧焊的电弧稳定,热量比较集中,在惰性气体(氩气)的保护下,焊接熔池纯洁,焊缝质量较好。打底层和过渡层,管子内部需要充氩气对焊缝背面进行保护,否则将产生严重的氧化,影响焊缝成型和焊接性能。
焊接制作过程中,主要工艺步骤包括:管子切割—坡口加工—端部封焊—打磨坡口—组装—焊接—焊缝检验—水压试验—酸洗—气密性试验等几个部分。
复合管焊接
(一) 复合管焊接工艺要求
钨极氩弧焊(GTAW/141)属于气体保护焊,焊接时如果有风,将会影响焊接质量。焊接场所应采取防风、防寒等措施,确保施焊环境不低于5℃,气体保护焊时风速>2m/s、相对湿度>90%,禁止施焊。
焊接前,应把准备焊接的区域25mm范围内清理干净,确保无切割和加工的切削液、油、铁锈、水垢或其他有害物质,以免焊接过程中产生气孔等缺陷。
(二) 复合管端部封焊
由于复合管的基层和复层只是通过挤压使内外壁贴合在一起,接触面存在空气、水分和油污等杂质。焊接过程中,受热会分解为水蒸气和CO2气体,会影响焊缝质量,产生气孔等缺陷。另外,由于复层和基层之间不易熔合在一起,所以需要对复合管坡口一侧的端部进行封焊。 封焊层可以起到封底焊作用,还可以增加了坡口 不锈钢层的有效厚度,提高接头的抗腐蚀性能。 封焊选用较小的焊接电流,较快的焊接速度,电弧摆幅不宜过大,圆周均匀堆焊2层。采用Φ1.6 ER309L焊丝,电流一般应控制在60A左右,以防止不锈钢复层被烧穿。



在复合不锈钢管的厚度是0.4--1.2毫米,镀锌钢管镀锌层厚度只需0.07毫米,厚度5.717次不同,耐腐蚀的不锈钢和密度比镀锌钢管镀锌层。因此,内衬不锈钢复合钢管,在运用过程中不需求担忧由于衬里腐蚀污垢结节,使内孔收缩。我国为展开经济树立总是有很高的热情,如加快转变铁路树立和棚户区的改造,进步城镇污水管网树立,进步投资树立等一系列措施,这些措施将推高8月份对不锈钢复合管需求上升,关于钢铁需求展开起到好的推进,由此可见8月份不锈钢复合管需求市场将会继续行进。什么是不锈钢复合管?不锈钢复合管由不锈钢和碳素结构钢两种金属材料运用压力同步复合材料新的无损,两个不锈钢耐腐蚀耐磨损和美丽的外表,以及碳钢良好的抗弯强度和抗冲击性。 契合节能和普遍准绳。不锈钢复合管在2002年正式发布的标准GB/t18704-2002,从材料选择、质量检验等有一套严厉的管理,由于外形美观,其价钱低的优点。不锈钢复合管的含义是什么?不锈钢管材料为铁管,铁管的外包裹着不锈钢层,比较稳定,在管口封锁良好的情况下可以确保防锈期和纯不锈钢一样。不锈钢复合管由不锈钢和碳素结构钢两种金属材料采用无损压力同步复合成的新材料,兼具不锈钢抗腐蚀耐磨和出色外表,以及碳素钢良好的抗弯强度及抗冲击性.契合节能及进步的准绳。不锈钢复合管于2002年标准GB/T18704-2002正式发布,不锈钢复合管由技术含量高,设备精密,工艺先进产质量量稳定,采用电脑自动控制。产品具有纯不锈钢外表豪华、美观和普通碳素钢管强度高的特性,其价钱低于纯不锈钢管,是价昂不锈钢结构装饰管材的替代产品。

