



更新时间:2024-11-08 04:39:16 浏览次数:3 公司名称:许昌 建贸机械设备有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 9999 |
| 发货期限 | 电议 |
| 供货总量 | 99 |
| 运费说明 | 2 |
| 品牌 | 河南建贸 |
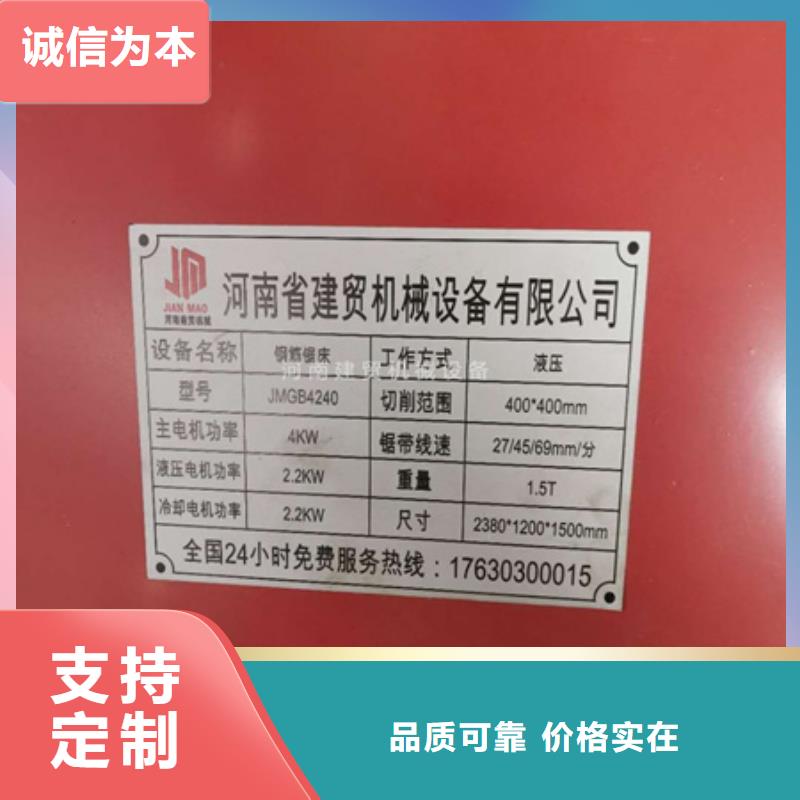
| 型号 | GB4240 |





常呈现的维修误区:毛病未定位,盲目的拆开设备。一些修补人员因为对带锯床结构、原理不清楚,不仔细分析毛病原因,不能判别毛病部位,凭着 大约、差不多的思维盲目对机械大拆大卸,成果不光原毛病未扫除,并且因为修补技能和工艺较差,又呈现新的问题。 当数控机床呈现毛病后,要经过检测设备进行检测,如无检测设备,可经过问、看、查、试等传统的毛病判别办法和手法,结合其结构和作业原理,断定可能发作毛病的部位。在断定毛病时,一般常用扫除法和比较法,依照从简略到复杂、先表面后内部、先总成再部件的次序进行,切忌;不问青红皂白,盲目大拆大卸。
盲目替换设备零部件。锯床数控体系毛病判别和扫除相对困难一些,有些修补人员一向选用换件实验的办法,不论大件小件,只要以为可能是导致毛病的零部件,一个一个替换实验,成果非但毛病没扫除,且把不应替换的零部件随意替换了,增加了消费者的开支。在修补时,应根据毛病现象仔细分析判别毛病原因及部位,对能修正的零部件要采纳修补的办法康复技能功能,根绝盲目替换零部件的做法。



建贸机械设备有限公司是一家从事 安徽安庆五机头钢筋弯箍机的公司。公司库存充足,可随到随提,规格齐全,价格合理,信誉度高。本公司自成立以来,一直秉持“诚信经营,客户为上,追求更好,精益求精”的发展理念,以始终如一的服务质量和值得信赖的企业信誉,获得国内外客户及合作伙伴的广泛认可。凭借与国内外各大 安徽安庆五机头钢筋弯箍机建立的良好信誉与战略合作关系,我们取得了稳定的产品资源优势。同时,借助的运营体系和专业的市场管理,力求为国内外客户提供快捷而优质的服务。
本公司主要经营 安徽安庆五机头钢筋弯箍机等各种产品,特殊规格的产品可订做。真诚地希望与您携手共创辉煌,欢迎您的光临。


数控带锯床送的材料尺寸不准的原因:
数控带锯床送的材料尺寸不准原因: 这要看你的带锯床是如何送料定位的~是采用伺服送料定位或光栅尺定位或限位开关定位不同的定位方式有不同的问题。采用上述举例的切削用量是较为合理的.
影响带锯床锯削送料的精度的原因: 对带锯床来说,根据压力的变化,液压油温度的变化以及电磁阀和继电器的滞后都影响锯削送料的精度,因此下料精度差,批量下料的一 致性也不好。此外,在改 变普通带锯床下料长度时,由于需调整送料长度标尺,操作也比较繁琐。卧式带锯床工业的存在的许多疑问每个工作都有本身的特征>



不伤工件外表。金属圆锯机又名切管机,而一般的金属圆锯机(切管机),望文生义,能够通切一些常见的金属:铜、铁、铝、不锈钢等。带锯机主要由床身、锯轮、上锯轮升降和仰俯设备、带锯条张紧设备、锯条导向设备、工作台、导向板等组成。带锯床床身由铸铁或钢板焊接制成。锯轮分有幅条式的上锯轮和幅板式的下锯轮;下锯轮为主动轮,上锯轮为从动轮,上锯轮的分量应比下锯轻2.5~5倍。锯床锯切的精度禁绝确是啥原因?a、锯床导向臂的导向角夹持的锯条与锯床工作台不笔直:处理:安好锯条,调整锯导向角的螺栓,使锯条与工作台面笔直。b、带锯条有可能磨损:处理方法:如果锯条有修正价值能够修补,如果没有的话就替换锯条。c、带锯条可能松了。涨紧锯条。d、带锯床下料速度进给太快,调整调速阀使进给速度慢一点。e、锯床两导向臂之间间隔太大,调一下导向臂的间隔,一般比材大6-10厘米f、锯床导向角里夹锯床的小轴承可能损坏,替换小轴承就能够!
数控锯床以圆锯片、锯带或锯条等为刀具,锯切金属圆料、方料、管料和型材等的机床。锯床的加工精度一般都不很高,多用于备料车间切断各种棒料、管料等型材。由主动轮和从动轮带动锯条作业,锯条断料方向由导轨操控架操控。经过调整自转轴承将带锯条调正调直经过扫削器将锯削扫掉。由液压油缸活塞杆支撑导轨操控架下落进锯断料,装有手动或液压油缸夹料锁紧组织,以及液压操作阀开关等

数控锯床的特色
1、数控锯床的按钮界面,机械操作极为简单且功率高。
2、数控锯床的作业称料台,锯床采用高密度球墨铸铁,夹持物料愈加安定且不易损坏。
3、数控锯床的锯齿,原料强度高,通用性强,在锯切时比较耐磨,寿数比较长。
4、数控锯床所运用的进口电机,采用合资定制电机、功能稳定,寿数更长。
5、数控锯床的加工精度加高,不仅节省了人力物力,愈加进步了作业功率。
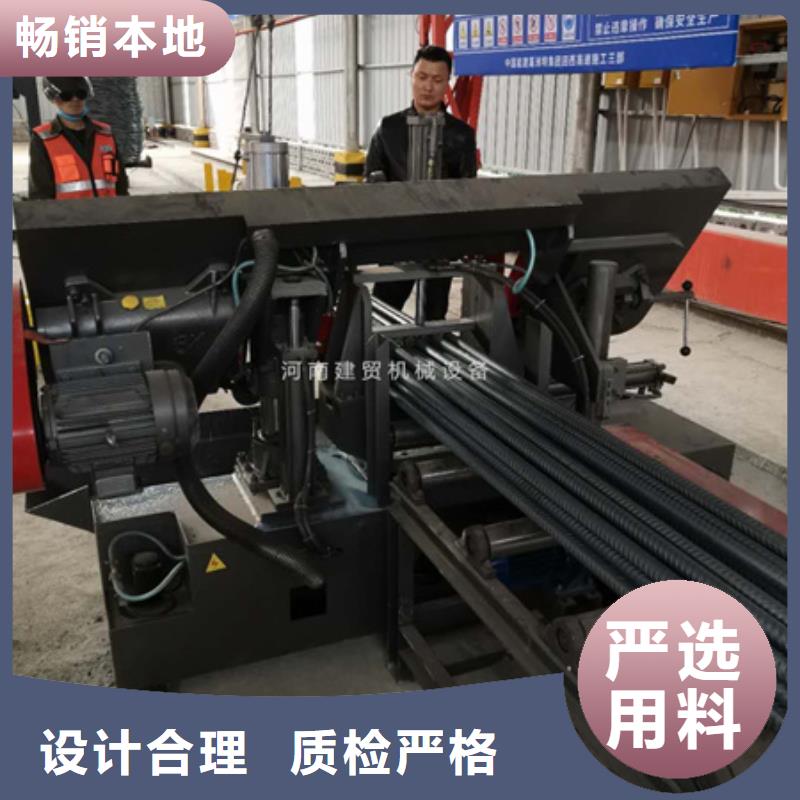
产品介绍:钢筋带锯床中间为夹料虎钳和手动送料机构,虎钳前方连接有承接成品件的工作台,左侧的夹紧装置为夹紧丝杆传过液压夹紧油缸管内孔,转动手轮或按动按钮,使左钳口左右运动。锯梁和传动机构,由厚钢板切割成型焊接而成,具有较强的刚性,其右后侧固定有涡轮箱,箱内的涡轮与锯梁上面的主动轮固结,二者同步旋转,左侧为锯条的回转运动,由主电机、皮带轮、涡轮付经两级变速将驱动穿递到主动轮,再由主动轮、锯条驱动被动轮来实现,锯条运转速度共三档。


