13969548593




您可能对安徽本地以下产品新闻也感兴趣
更新时间:2024-11-08 20:46:32 浏览次数:3 公司名称:聊城 鸿山金属制造有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 999 |
| 运费说明 | 1-3天 |
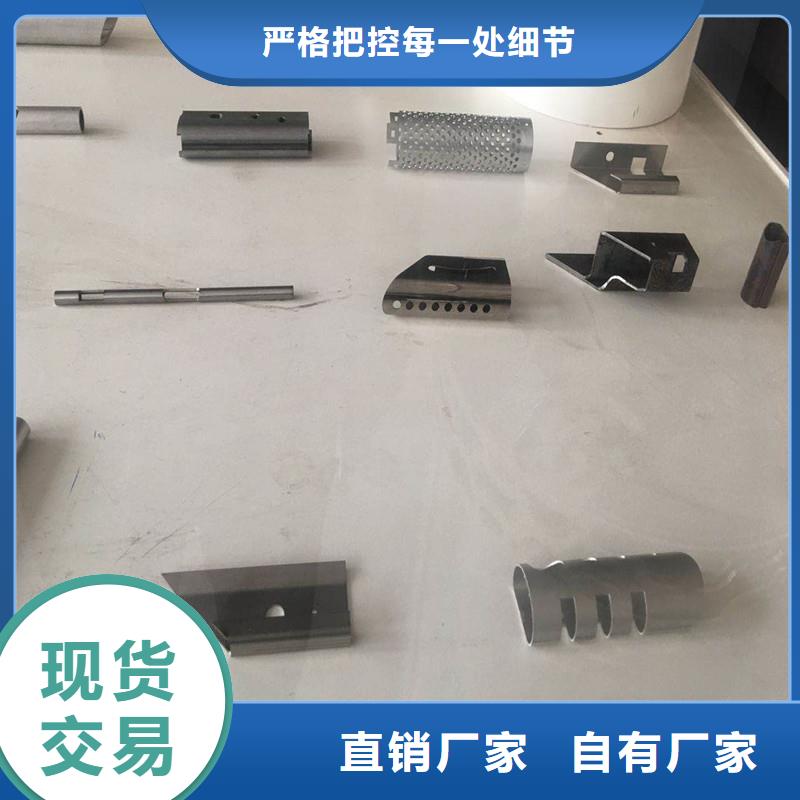
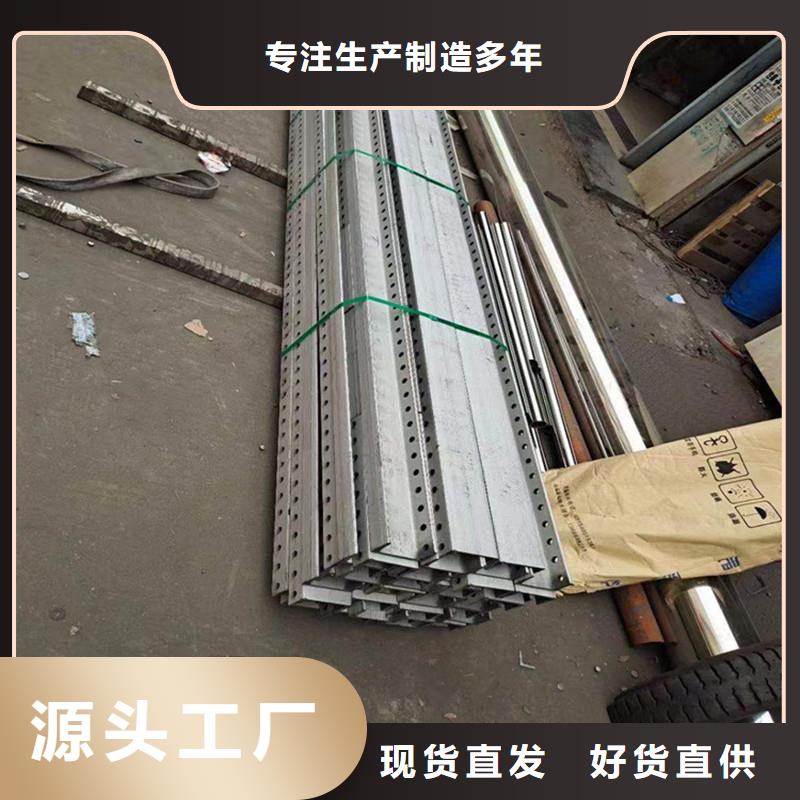
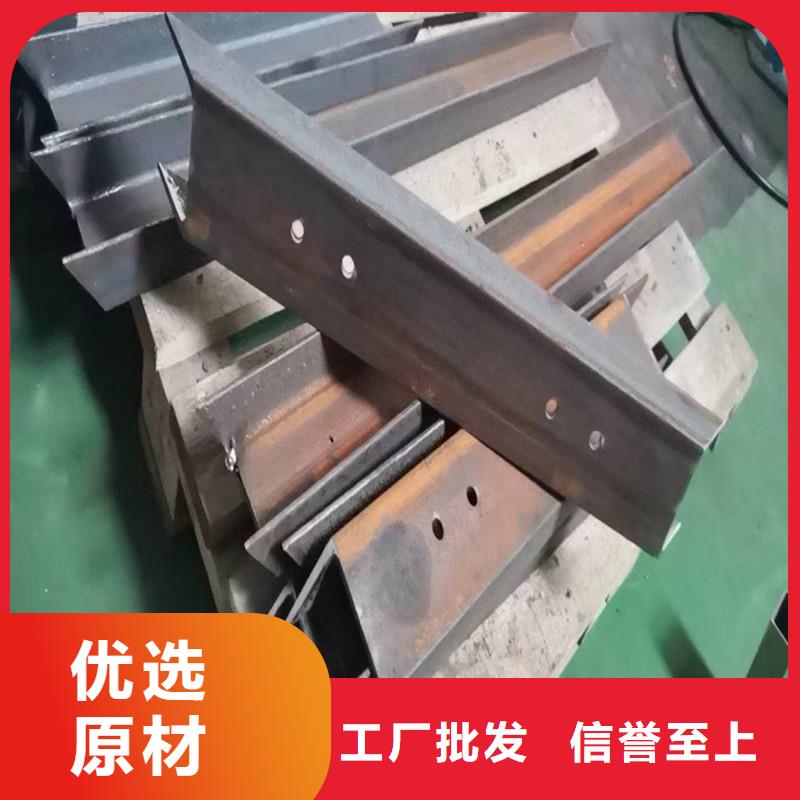
| 机械加工 | 激光切割 |
| 图纸定制 | 可出图纸 |
| 包工包料 | 免费出图纸 |
| 激光切割 | 氧气精密切割 |
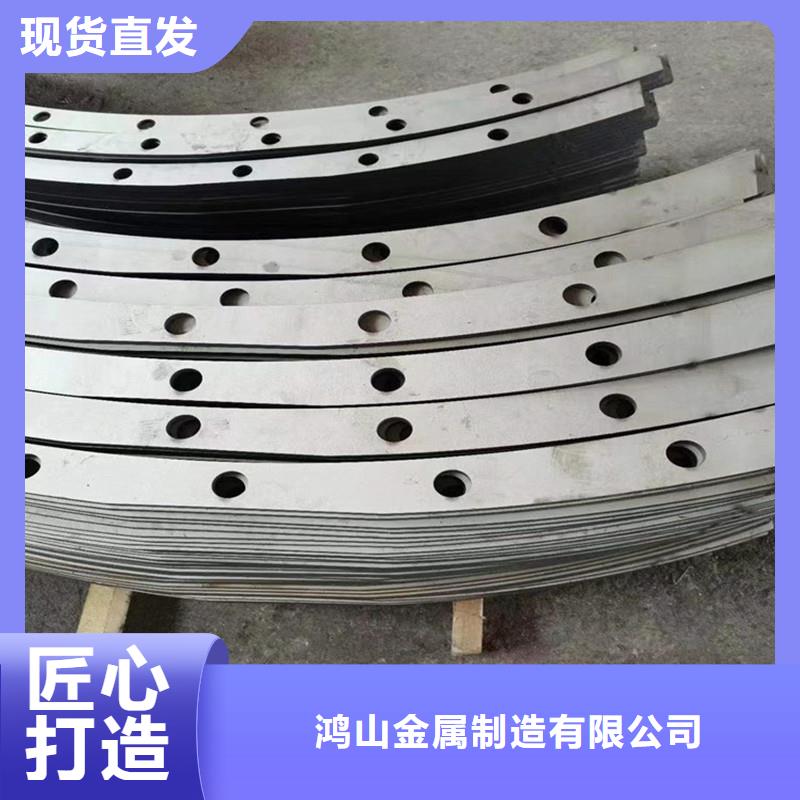
| 精密开孔 | 公差0.05 |




鸿山金属制造有限公司座落于高新区长江路1号 ,地理位置得天独厚,交通运输j i为方便。主营产品: 安徽护栏立柱,并得到用户的一致好评和肯定,在本行业享有一定的盛誉。我公司宗旨:诚信为本,质量可靠,互惠互利,共谋发展! 鸿山金属制造有限公司向新老朋友和广大客户对本公司的支持表示衷心得感谢,愿我们长期合作,共同发展。



1、相贯线切割机的发展。从几种通用数控切割机应用情况来看,火焰相贯线切割机功能及性能已比较完善,其材料切割的局限性(只能切割碳钢管),切割速度慢,生产效率低,其适用范围逐渐在缩小,市场不可能有大的增加。
等离子相贯线切割机具有切割范围广(可切割所有金属材料),切割速度快,工作效率高等特点,未来的发展方向在于等离子电源技术的提高、数控系统与等离子切割配合问题,如电源功率的可切割更厚的板材;精细等离子技术的完善和提高可提高切割的速度、切面质量和切割精度;数控系统的完善和提高以适应等离子切割,可有效提高工作效率和切割质量。
2、专用相贯线切割机的发展。相贯线切割机适用于各种管材上切割圆柱正交、斜交、偏心交等相惯线孔、方孔、椭圆孔,并能在管子端部切割与之相交的相惯线。这种类型的设备广泛应用于金属结构件生产,电力设备、锅炉业、石油、化工等工业部门
激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程
1、相贯线切割机的发展。从几种通用数控切割机应用情况来看,火焰相贯线切割机功能及性能已比较完善,其材料切割的局限性(只能切割碳钢管),切割速度慢,生产效率低,其适用范围逐渐在缩小,市场不可能有大的增加。
等离子相贯线切割机具有切割范围广(可切割所有金属材料),切割速度快,工作效率高等特点,未来的发展方向在于等离子电源技术的提高、数控系统与等离子切割配合问题,如电源功率的可切割更厚的板材;精细等离子技术的完善和提高可提高切割的速度、切面质量和切割精度;数控系统的完善和提高以适应等离子切割,可有效提高工作效率和切割质量。
2、专用相贯线切割机的发展。相贯线切割机适用于各种管材上切割圆柱正交、斜交、偏心交等相惯线孔、方孔、椭圆孔,并能在管子端部切割与之相交的相惯线。这种类型的设备广泛应用于金属结构件生产,电力设备、锅炉业、石油、化工等工业部门
中,首先使用打如今,汽车消费强调个性化,车型更新周期越来越短。原有的模具生产由于自身的局限性很难适应越来越快的换模——模具制作周期很长。采用激光管切割、模块化快速加底技术具有巨大的竞争优势。但三维激光下料设备长期按进口,不仅整体价格高。而且配件价格昂贵,维修也要“别人控制”,虽然我国对三维激光管切割技术的研究起步较晚。令人鼓舞的是,越来越多的研究机构和大学加入了这一行列。异种金属是指含有不同元素的金属(如铝、铜等)或由相同的基本金属(如碳钢、不锈钢等)形成的某些合金,其冶金性能如物理化学性能有显著差异。它们可以用作母材、填充金属或焊接金属。激光切管异种材料焊接是指在一定的工艺条件下,将两种或两种以上不同的材料(不同的化学成分、金相组织和性能)焊接的过程。在异种金属的焊接中,常见的是异种钢的焊接,其次是异种有色金属的焊接和钢与有色金属的焊接。



线膨胀系数越大,热膨胀速率越大
1、相贯线切割机的发展。从几种通用数控切割机应用情况来看,火焰相贯线切割机功能及性能已比较完善,其材料切割的局限性(只能切割碳钢管),切割速度慢,生产效率低,其适用范围逐渐在缩小,市场不可能有大的增加。
等离子相贯线切割机具有切割范围广(可切割所有金属材料),切割速度快,工作效率高等特点,未来的发展方向在于等离子电源技术的提高、数控系统与等离子切割配合问题,如电源功率的可切割更厚的板材;精细等离子技术的完善和提高可提高切割的速度、切面质量和切割精度;数控系统的完善和提高以适应等离子切割,可有效提高工作效率和切割质量。
2、专用相贯线切割机的发展。相贯线切割机适用于各种管材上切割圆柱正交、斜交、偏心交等相惯线孔、方孔、椭圆孔,并能在管子端部切割与之相交的相惯线。这种类型的设备广泛应用于金属结构件生产,电力设备、锅炉业、石油、化工等工业部门
, 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中,首先使用打冷却时收缩越大,熔池结晶时会产生较大的焊接应力。这种焊接应力不易,导致焊接变形较大。由于焊缝两侧材料的受力状态不同,很容易在焊缝和热影响区产生裂纹,甚至导致焊缝金属和母材剥落。
3.不同材料的导热系数和比热容差越大,焊接难度越大。材料的导热系数和比热容会使焊缝金属的结晶条件恶化,激光切管晶粒严重变粗,影响难熔金属的润湿性。因此,焊接时应选用强热源,热源的位置应向导热性好的母材一侧倾斜。
4. 不同材料之间的电磁性能差异越大,焊接就越困难
1、相贯线切割机的发展。从几种通用数控切割机应用情况来看,火焰相贯线切割机功能及性能已比较完善,其材料切割的局限性(只能切割碳钢管),切割速度慢,生产效率低,其适用范围逐渐在缩小,市场不可能有大的增加。
等离子相贯线切割机具有切割范围广(可切割所有金属材料),切割速度快,工作效率高等特点,未来的发展方向在于等离子电源技术的提高、数控系统与等离子切割配合问题,如电源功率的可切割更厚的板材;精细等离子技术的完善和提高可提高切割的速度、切面质量和切割精度;数控系统的完善和提高以适应等离子切割,可有效提高工作效率和切割质量。
2、专用相贯线切割机的发展。相贯线切割机适用于各种管材上切割圆柱正交、斜交、偏心交等相惯线孔、方孔、椭圆孔,并能在管子端部切割与之相交的相惯线。这种类型的设备广泛应用于金属结构件生产,电力设备、锅炉业、石油、化工等工业部门
。因为材料的电磁差越大,焊接电弧越不稳定,焊缝越差。
5. 不同材料之间形成的金属间化合物越多,焊接就越困难。由于金属间化合物的脆性,很容易在焊缝中产生裂纹甚至断裂。
6. 在异种材料焊接过程中,由于焊接区金相组织的变化或新形成的组织,导致焊接接头性能恶化,给焊接带来很大的困难。
