
我们的Q235B螺旋管机场项目视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
以下是:Q235B螺旋管机场项目的图文介绍


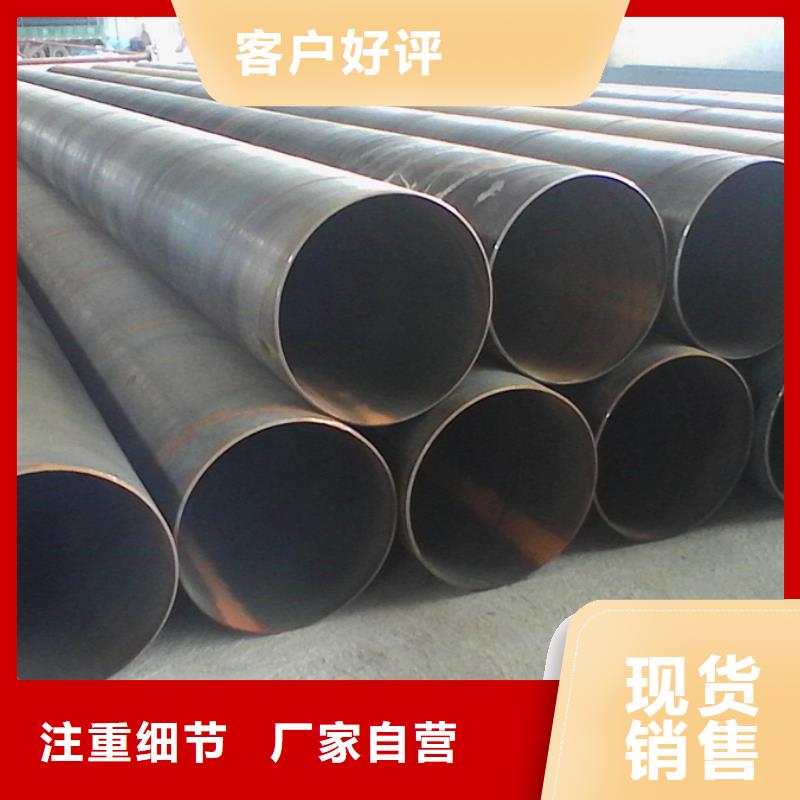
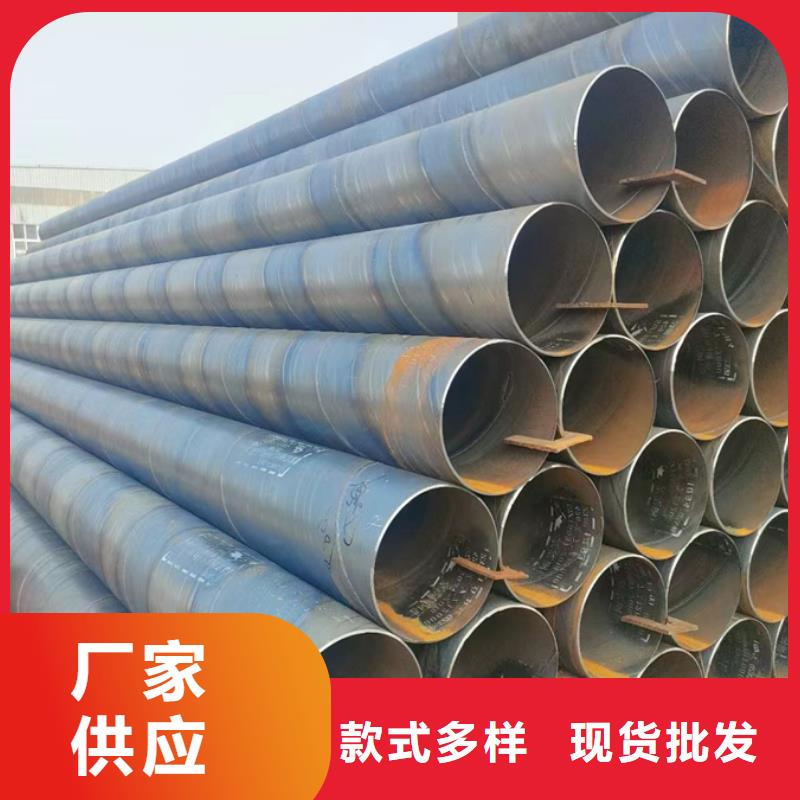
安徽螺旋管的生产工艺形式分析:
螺旋管采用螺旋成型器成型,它可分为上卷成型和下卷成型两种。日前螺旋管的成型器结构形式归纳起来有三种基本形式:
套筒式螺旋成型器:只适用于小口径焊管的成型。它造价低,操作容易。
辊式螺旋成删器:辊式成型器是根据三辊弯板机工作原理制成,这种成型器与带钢的接触面呈滚动摩擦,阻力小、工具寿命长,对产品表面几乎无擦伤。
芯棒螺旋成型器:这种成型器适合于小直径、薄壁优越的螺旋管的成型。但钢管内表面可能因摩擦而被擦伤。
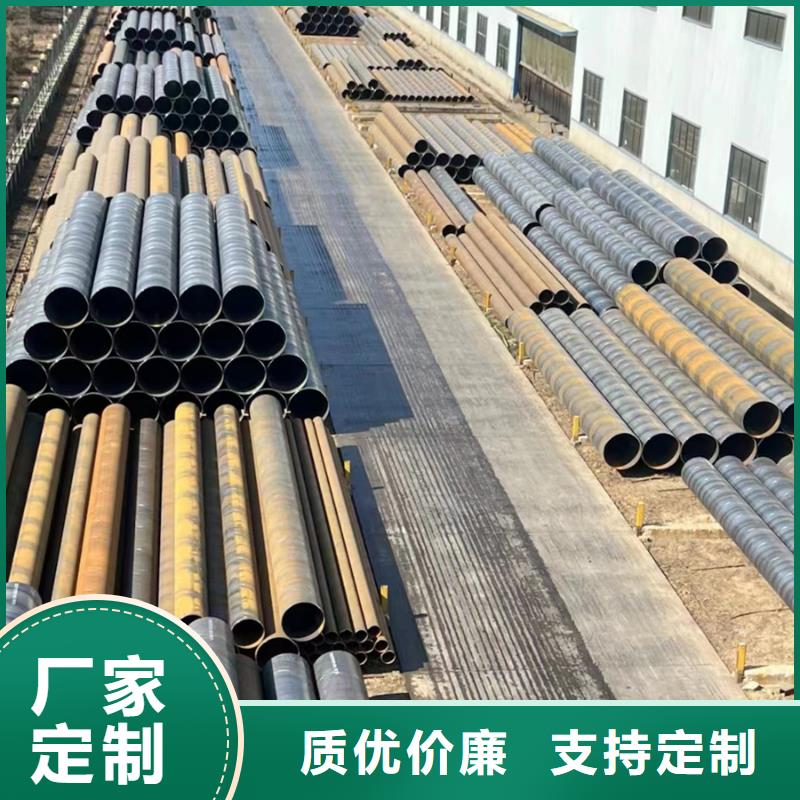
安徽螺旋管在夏季下线后需要注意的问题:
1、安徽螺旋管下线后应摆放在平整的地方,平摆开,不要互相挤压式摆放,如需挤压式摆放至少要间隔24小时,等PE层完全附着到钢管外壁才可以。
2、安徽螺旋管下线后不要被雨淋,雨淋后容易导致管接口渗水。



鑫豪管业有限公司为全国各地买家提供 安徽PSL2防腐螺旋管的详细介绍信息,图文介绍,视频展示更方便的满足用户对 安徽PSL2防腐螺旋管的采购直观了解需求,具体看文章中的介绍。


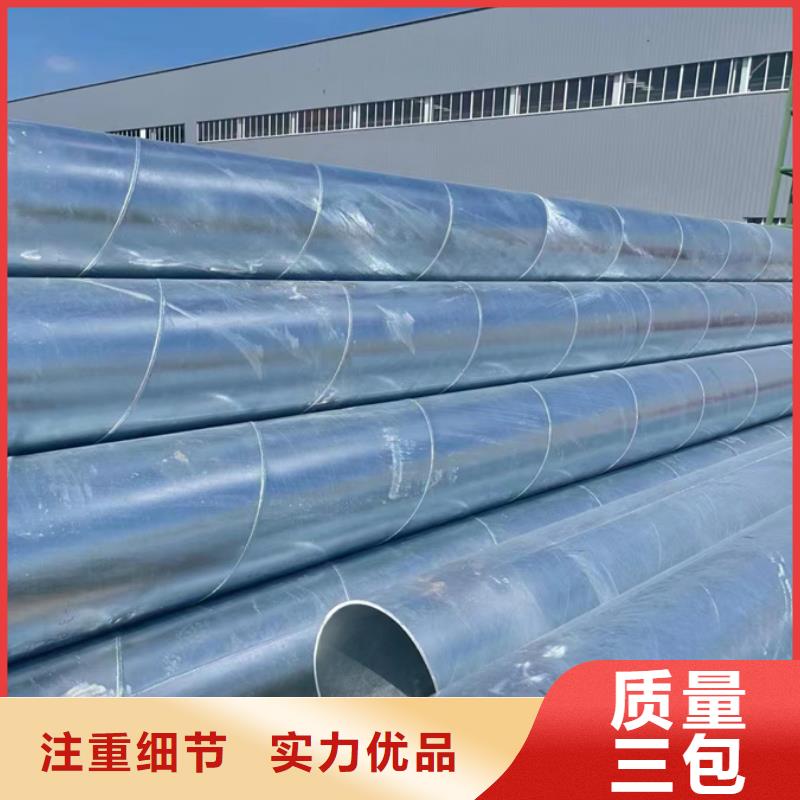
安徽螺旋管厂介绍埋弧焊螺旋管在生产过程中常见的问题:
安徽螺旋管焊渣的卷入:
入焊渣就是在焊缝金属中残存一部分焊渣.
2.安徽螺旋管焊透度不佳
内外焊缝金属重叠度不够,有时未焊透.这种情况叫做焊透度不足
3.安徽螺旋管气泡
气泡多发生在焊道中央,其主要原因是氢气依旧以气泡的形式隐藏在焊缝金属内部,这种缺陷的措施是首先必须焊丝和焊缝的锈.油.水分及湿气等物质,其次是必须很好地烘干焊剂除去湿气.
4.安徽螺旋管咬边
咬边是沿着焊缝中心线在焊缝边部出现V形沟槽.咬边是在焊速.电流.电压等条件不适当的情况下产生的.其中焊接速度太高要比电流不适合更容易引起咬边缺陷.



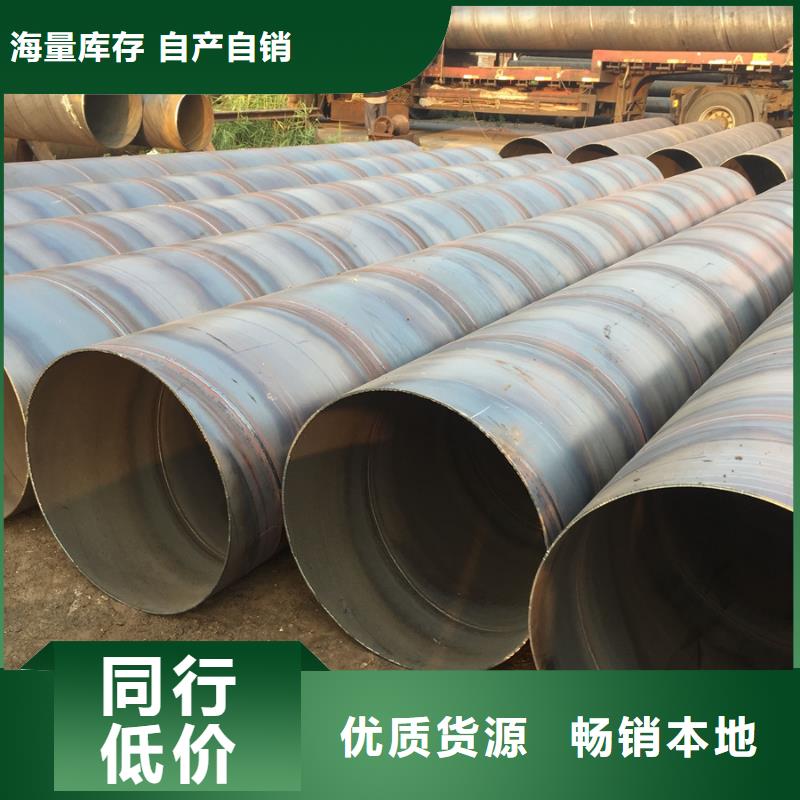
(7)安徽螺旋管内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。
(8)安徽螺旋管焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。
(9)安徽螺旋管采用空气等离子切割机将钢管切成单根。
(10)安徽螺旋管切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。
(11)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。
(12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。
