

联系我们

销售防腐保温钢管,直缝钢管,无缝钢管等
更新时间:2024-12-28 18:34:54 浏览次数:1 公司名称:聊城 金海金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 5 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 材质 | 碳钢 合金钢 |
| 质量 | 保质保量 |
| 价格 | 面议 |
| 专业 | 专业厚壁无缝钢管加工 |
| 厂家 | 聊城工厂专业制造 |
| 过磅 | 过磅称重 |




厚壁无缝钢管的规格型号在热变形钢管厂是有限定的。依据客户的需求,研发出热变形无缝钢管。热变形直缝钢管的规格型和型规格是随意的。他们般是依据顾客的必须好的。热变形无缝钢管是一种相对密度低,可折叠性强的热变形无缝钢管。(无缝管)可以称为热变形管。一种可以用以学生根据横轧或拉拨扩张以及管道直径热扩无缝钢管
厚壁无缝钢管是锥模胀管技术性、大数字中频感应炉技术性和液压机技术相结合的物质。技术性有效,耗能低,建设投资少,产品品质好,原料、产品型号齐备,制造灵便变化多端,资金投入少。大批量适应能力替代了无缝钢管制造行业式的拉拨扩径性。因为大口径钢管的供货**近急需解决,热变形无缝钢管已变成处理大口径钢管紧缺的关键商品来源于。减轻大口径钢管进行销售产品市场紧俏的局势
做为冶炼厂轧管主线任务的拓宽,他选用了“中频感应加热、液压机促进”的扩管加工工艺。热扩无缝钢管在燃气管路、建筑结构构造、石油大学化工生产设备等制造技术行业,凭着规格不同型号齐备、品质提供优质、供货便捷、质优价廉等优点,遭受到了业内的五星好评。热扩无缝钢管广泛运用于、化工厂、工程建筑、食品类、工业控制系统、、核电厂、燃气设计生产制造、运送及深海勘查等行业。



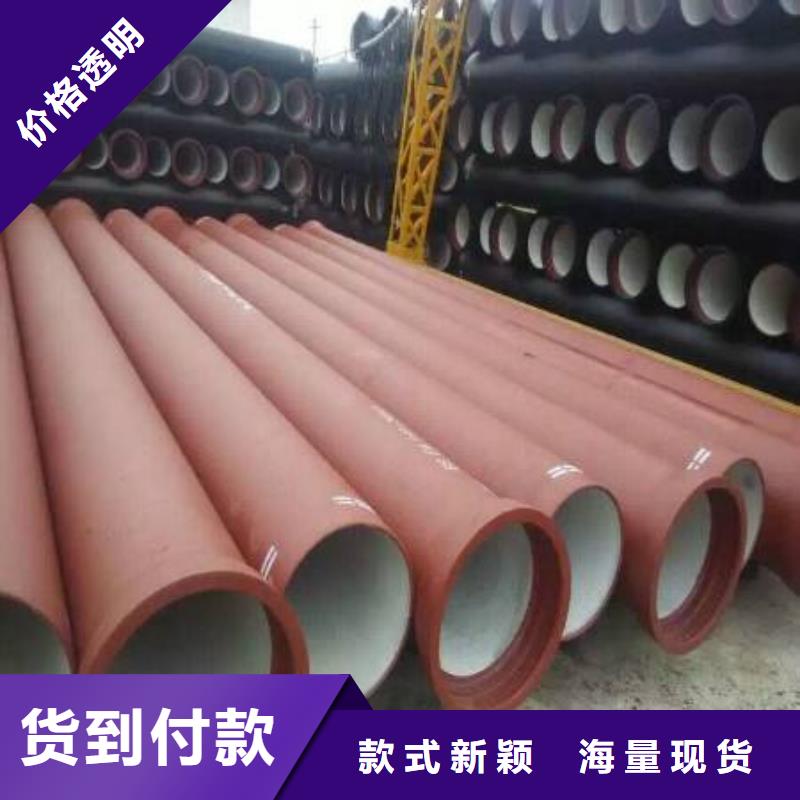
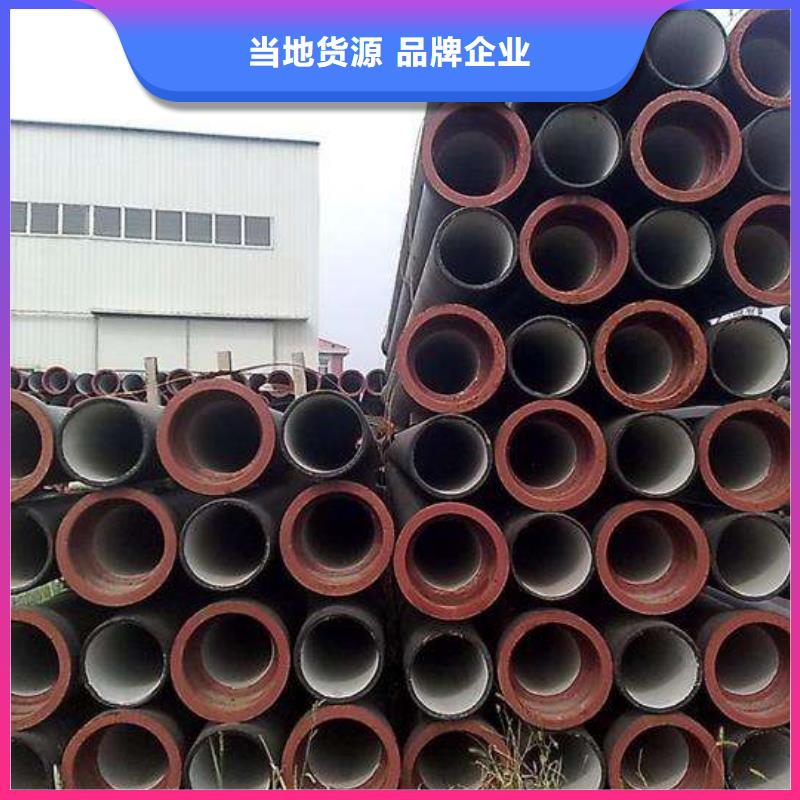
厚壁无缝钢管分热轧管、冷扎管、冷拔钢管、挤压成型管、顶管施工等。依照横断面样子,厚壁无缝钢管分环形和异型二种,异型管有正方形、椭圆型、三角形、六角形、葵瓜子形、星型、带翅管多种多样繁杂样子。无缝钢管大直徑达650Mm,小直徑为0.3毫米。依据主要用途不一样,有厚壁管管和厚壁管。厚壁无缝钢管关键用作原油地质学勘探管、石油化工设备用的裂化管、蒸汽管道、滚动轴承管及其轿车、大拖拉机、航空公司用高精密结构钢管。
①热扎厚壁无缝钢管关键生产工艺流程(△关键检测工艺流程):
精轧管提前准备及查验△→精轧管加温→破孔→轧管→无缝钢管再加温→定(减)径→热处理工艺△→制成品管校直→铸轧→检测△(高质量、物理化学、台检)→进库
②冷扎(拔)厚壁无缝钢管关键生产工艺流程:
胚料提前准备→酸洗钝化润化→冷扎(拔)→热处理工艺→校直→铸轧→检测
一般的厚壁无缝钢管的生产加工工艺能够 分成冷拉与热扎二种,冷扎厚壁无缝钢管的生产步骤一般要比热扎要繁杂,精轧管******要开展三辊连轧,挤压成型后要开展口模检测,假如表层初始化失败裂痕后圆钢管要历经割机开展激光切割,切成长短约一米的胚料。随后进到淬火步骤,淬火要用酸碱性液體开展酸洗钝化,厚壁无缝钢管在酸洗钝化时要留意表层是不是有很多的出泡造成,如果有很多的出泡造成表明无缝钢管的品质达不上相对的规范。外型上冷扎厚壁无缝钢管要短于热扎厚壁无缝钢管,冷扎厚壁无缝钢管的厚度一般比热扎厚壁无缝钢管要小,可是表层看上去比厚壁管厚壁无缝钢管更为光亮,表层沒有过多的不光滑,规格都没有过多的毛边。



金海金属材料有限公司专业生产 四川阿坝精密管,品质保证,精品齐全,品质保障,值得信赖,可根据客户要求定制加工,其他型号齐全客户随意挑选。


超声波探伤技术领域,特别是一种采用超声波探伤技术对大口径厚壁钢管纵向内壁缺陷检测的方法。
大口径厚壁无缝钢管是近年来随着超临界锅炉和超超临界锅炉的研发投产而大量使用的,如何保证厚壁管内表面质量,一直成为困扰钢管探伤、锅炉制造两大行业的一大难题。目前国内外对大口径厚壁钢管的超声波探伤主要采用两种方法,一是对内壁缺陷采用纯横波探伤,但样管上的人工内伤需加深,从而造成对内壁缺陷的检测要求降低;二是对内壁缺陷采用变型横波探伤,但由于采用变型横波探伤存在诸多技术问题,目前国内外还处在理论探讨和实践摸索过程中。
发明内容
本发明的目的是克服现有技术的上述不足而提供一种采用超声波变型横波探伤对大口径厚壁钢管纵向内壁缺陷检测的方法,尤其是对壁厚外径比大于0.2大口径厚壁钢管纵向内壁缺陷检测的方法。
本发明的技术方案是:一种超声波探伤大口径厚壁钢管纵向内壁缺陷的方法,它是利用有机玻璃楔块作测量介质,在样管上调整好超声波探伤仪的扫查灵敏度,然后再以扫查灵敏度对产品钢管进行扫查,扫查中未出现超过调试阈值信号的钢管为探伤合格,扫查中出现超过调试阈值信号的钢管为探伤不合格,其具体操作步骤如下:
A、将有机玻璃楔块放在样管上,再将超声波探伤仪的探头放在有机玻璃楔块上,然后打开超声波探伤仪,调整超声波探伤仪的探头发出的超声波声束的入射角a1,超声波声束的入射角a1为15o~25o。
B、旋转移动样管,探头在样管上扫查,当探头扫查到样管上的人工缺陷时,超声波探伤仪上显示样管上的人工缺陷波形。
C、微调超声波声束的入射角a1,使样管上的人工缺陷的波高达到******,然后调整超声波探伤仪的增益值,使样管上的人工缺陷的波高在超声波探伤仪示波器满屏的40%~60%之间,再移动波高在超声波探伤仪上的报警闸门,使样管上的人工缺陷的波形处于报警闸门中间,并使报警闸门高度和样管上的人工缺陷的波高相同,此时报警闸门高度就是探伤阈值,超声波探伤仪的增益值就是探伤灵敏度。然后提高探伤灵敏度,自动探伤提高2~3分贝,手动探伤提高6分贝,此时超声波探伤仪的增益值就是扫查灵敏度。
D、样管调试完成后,移走样管,将待检测的产品钢管移送至检测位置,以扫查灵敏度对产品钢管进行扫查,扫查中未出现超过调试阈值信号的钢管为探伤合格,扫查中出现超过调试阈值信号的钢管为探伤不合格。


