


联系我们

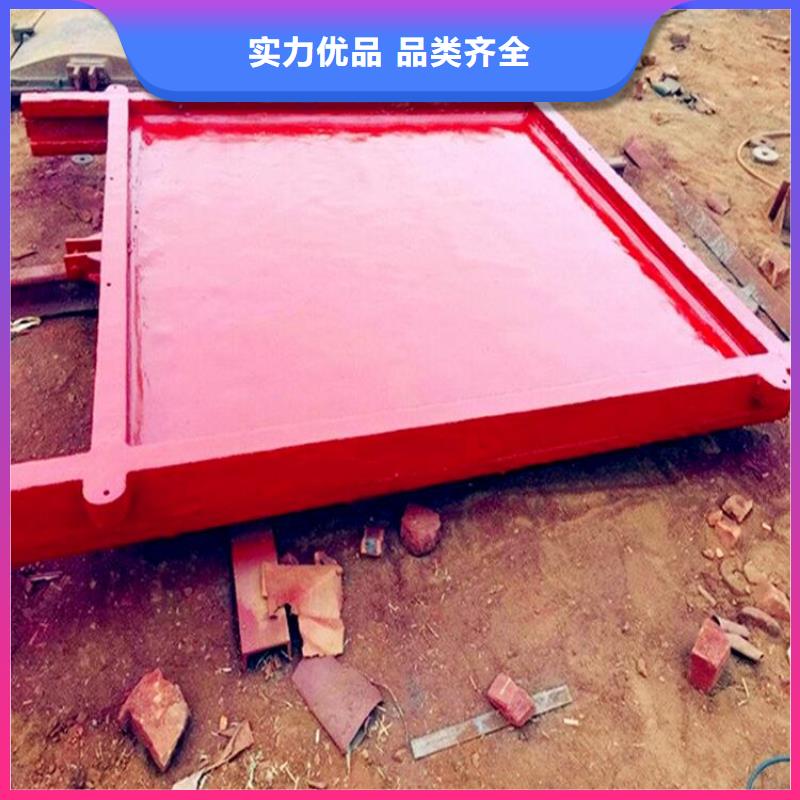
铸铁闸门安装方法按需定制
更新时间:2024-12-26 17:05:43 浏览次数:1 公司名称:衡水 扬禹水工机械有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 面议/套 |
| 发货期限 | 面议 |
| 供货总量 | 12000 |
| 运费说明 | 面议 |
| 最小起订 | 1 |
| 是否厂家 | 厂家 |
| 产品材质 | 铸铁 |
| 发货城市 | 衡水 |
| 加工定制 | 加工定制 |
| 品牌 | 扬禹 |
| 主体材质 | 铸铁 |
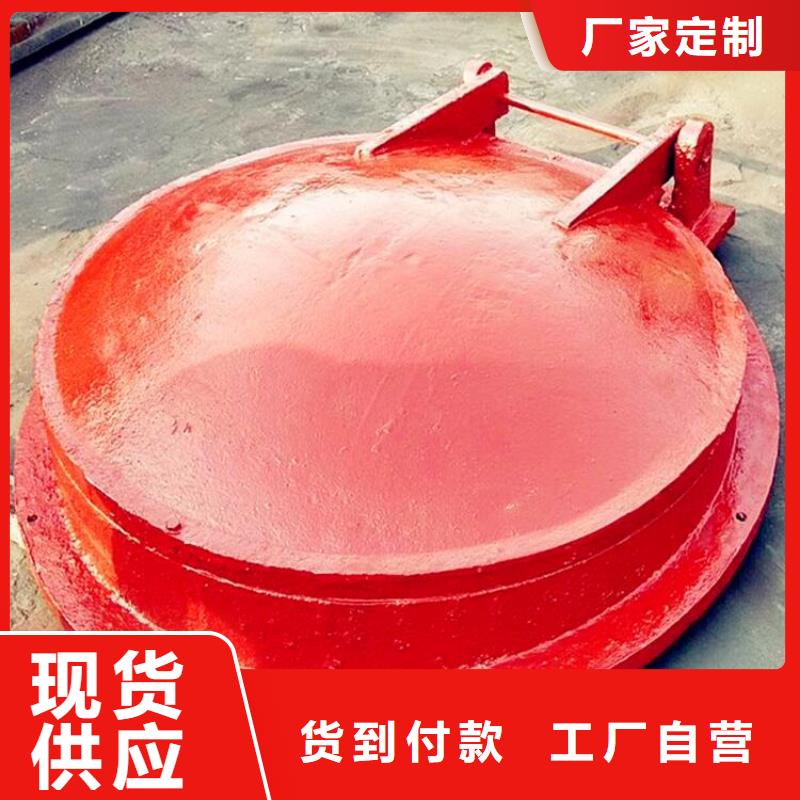
| 密封形式 | 硬密封型 |
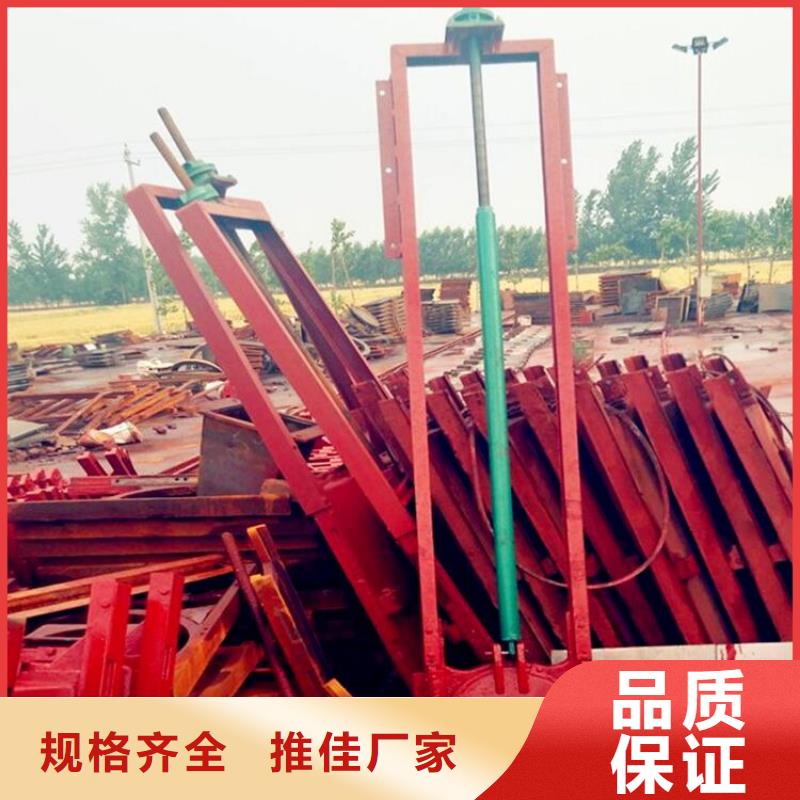
| 连接形式 | 手电启闭机 |
| 用途 | 止水 |



闸门安装注意事项
(1)在闸门安装前,首先检查各连接部位的螺栓是否因运输装卸中造成的松动,如有松动应加以紧固。
(2)检查主立框与横框连结上的止水面是否有错位,如有错位则松动连接螺栓将止水面调整在同一平面内。
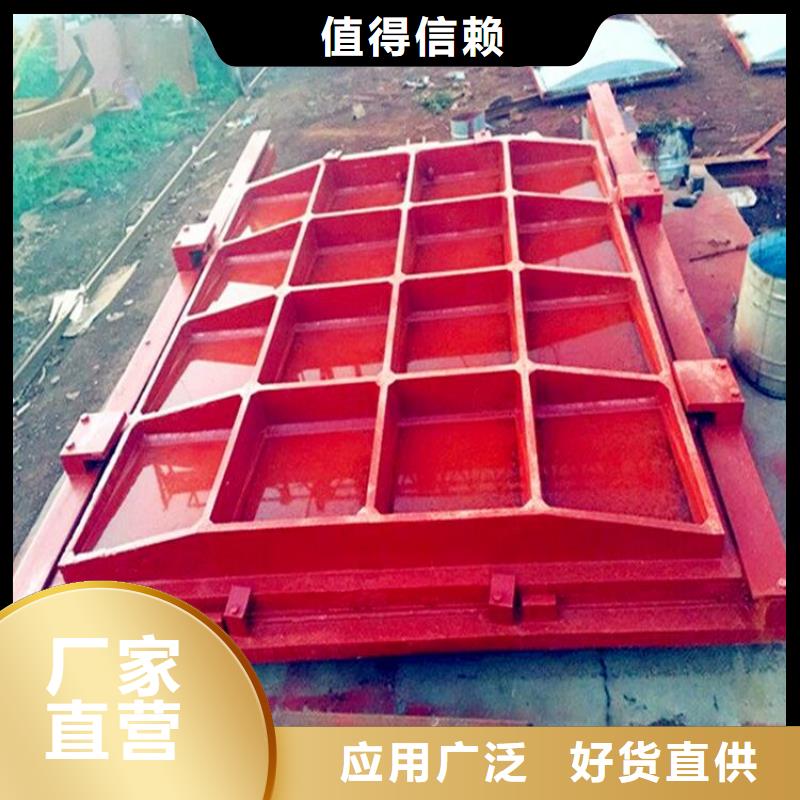
(3)闸门安装时应采用整体就位安装,禁止闸框、闸板分体安装,防止闸框变形。
(4)二期浇筑前将闸门整体吊装就位后找好前后、左右的正确位置,然后调整螺栓与工程配钢筋焊牢固。
(5)闸门出厂前,为了使闸板、闸框贴合的更紧,安装后减少间隙,2米以上的闸门在上下横框上安装了压板卡铁,立框的斜铁上增加了顶丝
正确延长铸铁闸门的使用寿命有哪些方法:
1、要注意闸门表面层的保养维护
在使用闸门的时候,很多人都会将闸门与铸铁闸门相比较,在感慨铸铁闸门的操作困难的同时,也会对闸门存在有一定的想法。而闸门在进行使用的过程中,是会存在有诸多的便利与实际。只是,想要在自然的侵袭之下完整的保护它,就要注重细节上的维护了。及时的保养,并且尽量的避免设备的表面层被一些化学物质或是一些污渍所腐蚀,以免影响到正常的使用,导致设备受到损坏。
2、闸门需要定时的进行保养
我们在使用任何物件的时候,都是会希望它可以长久的陪伴我们,延长老化的时间。闸门也一样,在使用的时候,要注重及时的保养维护,并且尽量的保持合适的规律,有助于设备的操作价值,并且在进行维护的过程中也可以适当的添加一些润滑剂,及时的解决掉设备运行中噪声过大的问题。

铸铁闸门防腐处理质量检查
钢闸门防腐处理的每道工序完成后,必须进行严格的质量检查,合格后方可进行下一道工序的施工,检查标准为设计要求或规范规定。
4.1表面处理(喷砂)
一般喷砂处理后,表面清洁度达到Sa2.5级,可用对比照片检查;表面粗糙度数值达到40-70μm,用专用量具或样块检测。
涂层遍数与厚度
一般喷锌、喷防锈漆、喷面漆均分两遍完成,喷锌 遍完成总量的70-80%,第二遍完成20-30%,喷漆两遍各完成总量的一半。每遍喷涂应有一定重叠量,两遍喷涂喷束应垂直交叉覆盖。
3.6边角位置及拼接焊缝处的喷涂
为保证闸门边角位置的喷涂质量,在每层喷涂之前应先将这些位置喷涂两遍,然后对闸门喷涂。
闸门拼接位置必须在施工现场或安装就位后进行焊接,所以应在焊缝处各侧50mm范围内涂装焊接时不对焊缝质量产生不良影响的车间底漆,以免坡口生锈。焊接后,对焊缝区进行二次除锈与喷涂。


双向止水铸铁闸门产品安装要点
1,铸铁闸门在安装前,首先要检查各联接部位的螺栓是否因运输装卸造成松动,如有松动应加以坚固才能进行安装。
2,检查铸铁闸门的主立框与横框连结上的止水面是否有错位,如有错位则松动连结螺栓将止水面调整在同一平面内才能进行安装。
3,铸铁闸门安装时应采用整体就位安装,禁止闸框、闸板分体安装,防止闸变形(除特大铸铁闸门外)。
4,铸铁闸门在二期浇注前将闸门整体吊装就位后找好前和后的正确位置,然后将调整螺栓与工程配钢筋焊牢,再用塞尺检测各止水面处的间隙,同时对间隙超过0.3mm处用高速螺栓进行调整,确保各产品止水面的间隙在0.3mm以后,再将铸铁闸门背后水面两边立门槽用金属或木质杆支撑,防止浇注时挤压,造成门槽向内夹卡门板,之后才进行二期浇注。



扬禹水工机械有限公司现有员工一百多人,拥有整合各种运输车辆三百余台、仓库、分拨场地四千多平方米,年生产【江西抚州不锈钢闸门】四万余吨。

