

20CrNIMOA钢板对于操作员来说钢板切割时需要注意些什么
聚贤丰汇特钢有限公司是一家长期专业经销各类钢材的公司,以优质的一站式服务和周到的售后为特色,逐步打造企业品牌,努力服务市场,公司主营开平板、中厚板、花纹板整张零割Q235B/Q345B/Q345C/Q345D/45#/Q345R/40CR/42CRMO等材质可零切12mm-900mm各类板材。割圆、割方、割异形,也可来料加工。一件起割,全国配送!
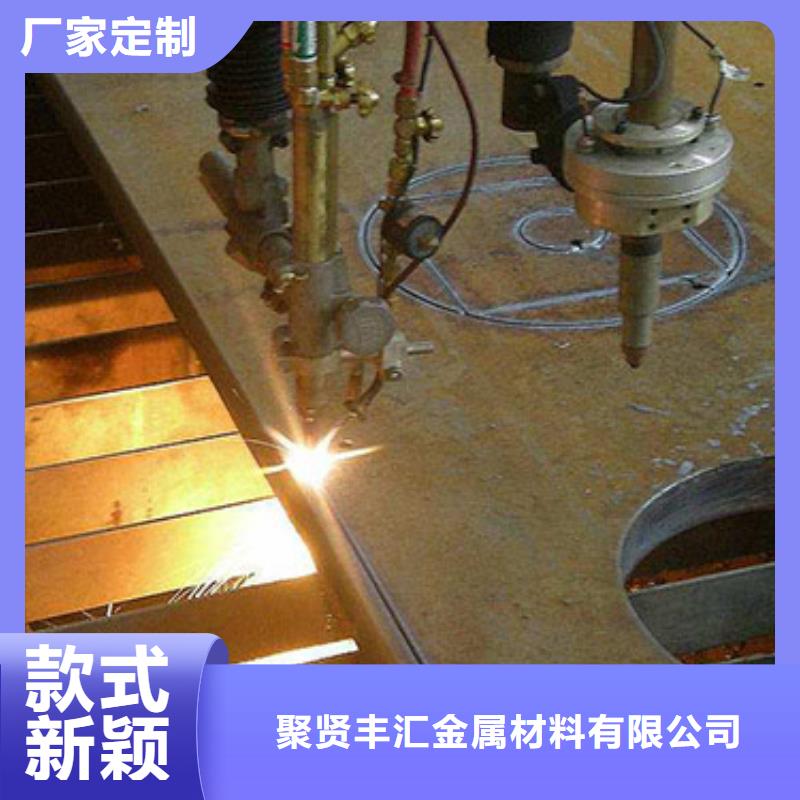
如果要使等离子切割机发挥很好的效果,不仅对设备要求高,对操作人员的要求也比较高。操作员需要什么知识?在下面的内容中,我们将为您详细介绍。
常见钢板材质:15Cr2Ni2、15CrNiMoV、17CrNi2Mo、18Cr2Ni4W、18Cr2Ni4WA、18CrNiMnMoA、20Cr2Ni4、20CrMnMoB、20CrNiMo、20MnMo、20MnMoNb、20SiMn、24Cr2Ni4MoV、24CrMoV、25Cr2Ni4WA、28Cr2Mo1V、30Cr2MoV、30Cr2Ni2Mo、30CrMn2MoB、32Cr2MnMo、34Cr2Ni2Mo、34CrMnMo、34CrNi1Mo、34CrNi3Mo、34CrNi3MoV、35CrMoSi、40CrNiMo、40CrNiMoA、42MnMoV、45CrNiMoA、50CrMo、50SiMn、50SiMnMoV
20CrNIMOA钢板对于操作员来说钢板切割时需要注意些什么
首先,要具备数控技术知识、编程能力、操作技能,才能以合理的工艺方案、较好的刀具路径、短的时间完成试件加工。
其次,要有快速掌握工件定位的能力。技术准备的关键方面是将数控应用的基础知识应用到数控机床的熟练操作中。对位、夹紧方式、合理选择刀具、优化切削参数、灵活使用数控系统功能,实现快速加工。
除以上两点外,等离子切割机操作人员还需要运用熟练的操作和快速的编辑,选择好完成试件的切入点,合理使用刀具,优化切割参数,保证关键点,把握加工节奏,粗加工分开,力争在规定时间内完成加工项目。
事实上,等离子切割机操作人员不仅需要具备以上三方面的知识,而且要能够在紧急情况下灵活应对。例如在紧急情况下操作时,要立即按下红色急停开关,防止发生事故;如果管道内有回火现象,应立即断电;开机前,应检查机器管道内是否有泄漏。如果有泄漏,不要启动。这些技能和知识同样重要。
20CrNIMOA钢板对于操作员来说钢板切割时需要注意些什么
1、火焰分割局限在碳板,对不锈钢、铝、铜等有色金属,火焰难以分割。分割厚度于200MM之内,搭载特定割嘴为小分割可达350MM,此外因为火焰分割热量收敛,对5MM下列材料分割适用分割形变比较小的问题。
2、机床火焰切割机分割速度间接冲击到分割过程的稳定性与分割断面质量,假如想蓄意地调低切割速度来生产效率与使用加速分割速度来改善断面质量,那是办绝不到的,可以使分割断面质量变差。
3、通过观察熔渣自切口喷出的特点,可变更到适当的切割速度。于稳定的火焰切割机分割过程之中,分割氧流相当平行的割炬来说略片之后一个角度,其匹配的偏西移叫之后拖量。速度这么高时,之后有之后托量,工件上面割口处的火花束往分割方向位移。
4、机床火焰切割机能分割各种形状的零件,具备比较弱的通用性。机床切割机于下料环节的应用,不仅充分体现了分割机械与分散下料的优势,是板材利用率大幅度提高,所以是分割质量与生产效率获得显著的改观。
5、机床火焰切割机虽然其分割适用范围相对机床等离子切割机小很多,但是不必要之中厚板分割下料,火焰分割具备比较好的切割质量和比较高的加工成本。
尽管火焰钢板切割适用性很强,不过小编仍然提议大家在分割时应依据材料的厚度选取适宜的割嘴型号,以此达良好的切割效果。
20CrNIMOA钢板对于操作员来说钢板切割时需要注意些什么


钢板切割亮点55CrMNMo钢板激光切割精度高
激光切割设备的应用,对于很多加工生产行业来说都是非常重要的,这种设备在运行的过程中效率很稳定,也可以满足产量较大的生产需求,所以现在很多场所都会使用激光切割设备来取代传统的加工方式。那么使用激光切割加工操作可以工作效率吗,这种加工方法对于加工行业的发展有哪些好处呢?
以往人们在进行生产加工的过程中可以选择的方式方法有很多,但是传统的工艺方法无法达到良好的加工目的,这些工艺方法在加工速度上也存在很大的劣势,而选用激光切割加工方式就要让这些问题得以改善,在通过激光切割设备对材料进行加工生产的过程中,可以让生产速度得到改善,避免很多复杂的操作程序,让板材在进行加工的过程中程序得以简化,所以在产量上也会有很大的。
切割机从切割材料来识别,分为金属材料切割机和非金属材料切割机。非金属材料切割机分为火焰切割机、等离子切割机、激光切割机、水刀切割机等。金属数据切割机主要是刀具切割机。从切割机的控制方式来识别,分为数控切割机和手动切割机。数控切割机是用数字程序驱动机床的运动,随着机床的运动,用随机带上的刀具对物体停止切割。这种机电一体化的切割机叫数控切割机。激光切割机效率高,切割精度高,切割厚度一般较小。等离子切割机的切割速度也很快,切割面有一定的倾斜度。火焰切割机针的厚度约为碳钢材料。
钢板切割亮点55CrMNMo钢板激光切割精度高
1、等离子钢板切割机机的型号规格,型号规格通常是等离子切割机输出电流大小,如40A、60A、100A、200A等,根据型号输出功率大小不一样,选择的切割电流大小也不一样,切割速度也不一样。
2、切削工件的材料,根据切削材料的不同,切削速度也不同,常用的切削原料:碳钢、不锈钢切削速度快、慢,其次是铝、铸铁是铜的切削速度慢,由于铜和铝的切割难度较大,切割速度远慢于其他两种材料,而同样输出功率的等离子切割时铜和铝的切割厚度远小于不锈钢、碳钢。
3、切断输入电压的大小,当时一台工厂工作电压开关电源为交流380V,但由于工厂现场情况不一样,通常工作电压从365V到410V上下波动(甚至可能在一些地区相隔较远),而类型工作电压一直是危害切割率的关键因素之一。
以上是影响台式等离子切割机切割速度的三个因素。我愿意等待台式等离子切割机有一个快速的切割速度,并从以上三个方面进行不断的改进。
钢板切割亮点55CrMNMo钢板激光切割精度高
火焰切割机的维护
1.工作前,应打开机架和切割枪冷却水阀门,将冷却水送入火焰切割机机架和自动切割机本身的气缸和切割枪。
2.火焰切割机本身的夹持臂、切割臂、行走轮和随动凸轮在使用180小时后,采用锂基润滑脂。引入时,油脂应使少量的旧油脂溢出,溢出的油脂应清洗干净。运动轮中至少引入运动轮、跟随凸轮润滑油,车架上端引入转向头灯凸轮、夹持臂、切割臂润滑油。
3.每次工作2000小时,并更换火焰切割机上减速器的润滑油。润滑油为N320极压齿轮油。
4.每次操作时,应每个轴承800小时。
注意事项:
1.如果您发现附件与装箱单不符或对设备的使用有任何疑问,请尽快与我们的销售部门联系。请注明产品型号、主要规格、生产日期等
2.安装设备前,请仔细阅读设备说明书。说明书的安装、调整和实际操作必须清楚;必须特别注意措施和电气安装。
3.设备检查准确后,再进行实际操作



聚贤丰汇金属材料有限公司 山东威海锻造圆钢常备规格存货充足,可定制 山东威海锻造圆钢。多年来的厚积薄发,发挥其良好的商业诚信,赢得了广大供应商和销售商的大力支持,在业内享有了一定声誉。追随 山东威海锻造圆钢市场的不断革新,我们坚守“做精、做专、做强”的发展理念,来契合时代的变化和行业的新机遇。


今天就谈谈9Cr2钢板火焰切割规格能控制在多厚
聚贤丰汇主要是从事钢板切割,钢板零割,钢板数控切割下料,钢板数控按图切割,特厚钢板切割,特厚钢板零割,激光切割等钢板加工配供服务。
公司在天津有大型钢板加工厂,且备有火焰切割数控机床,等离子火焰切割机床、6米大型激光切割机等机械设备。长期主营沙钢,宝钢,鞍钢,兴澄,山钢,文丰,普阳,等钢厂的特厚特宽钢板,船板,高强板,锅炉板 ,容器板,耐磨板。钢板厚度为6--500MM, 材质有:Q235B,Q355B,C,D,E(Q345B,C,D,E),Q390B,Q420C,Q690D,Q245R,Q345R,45#,S45C,NM400,NM500等各种牌号产品。
今天我们就谈谈数控等离子钢板切割机的使用要领:
1.快速激光切割质量:结渣、热反应区、顶角和激光切割角度是反映激光切割质量的几个关键因素。特别是在挂渣区和热反应区两个区域,数控等离子钢板切割远远优于火焰切割机,火焰切割机边缘几乎没有残留挂渣,而热反应区要小得多。
2.挂渣:数控等离子钢板切割采用高温带电体气熔化合金,将熔化的合金材料从激光切割表面吹出。火焰切割机是利用氧气和钢之间的氧化反应来做激光切割,所以会造成铁红渣或夹渣。由于该工艺的不同,火焰切割机挂渣少,而附着的挂渣更容易。这些挂渣一般可以较好地击落,不需打磨或铲除,大大缩短了再处理所需的时间。减少研磨操作可提高生产率。
3.热反应区:当激光切割合金时,热反应区的高度是一个值得关注的问题。高温会改变合金的生物结构,使加热边缘变暗、翘曲,如果不去掉加热边缘,钢可能不适合再焊处理。无论采用何种工艺,割炬速度越快,热反应区越小。9Cr2火焰钢板切割的快速激光切割特性可以使热反应区变小,从而缩短去除加热边后处理的时间。一些火焰切割机也可能担心背面颜色。从外部看不到热反应区,回火颜色不明显,会使合金变黑。同样,火焰切割机的快速激光切割功能可以使火焰的面积变小。
近期矿价又重回60美元以下运行,W6Mo5Cr4V2圆钢打断国外部分矿山增产节奏,预计短期内进口矿数量仍不会有明显增长,对于现货市场来讲是一种支撑。2016年4月份,全国居民消费价格总水平同比上涨2.3%,连续三个月持平。4月份,全国工业生产者出厂价格环比上涨0.7%,同比下降3.4%,连续50个月下滑,但连续第二个月出现环比回升。近期整体管材市场利空消息不断,无论是政策面、需求面、资金面,包括一些钢厂做空套保策略,使得市场一跌再跌,春节以来的涨势基本结束。从原料情况看,目前多数钢厂仍有可观的利润空间,生产积极性较高,因此铁矿石、焦炭需求仍较为旺盛,对市场形成有力支撑,即使价格回落,幅度也较为有限,更不可能创新低;钢坯、废钢更多反映的是市场需求,从这点来看,短期弱势局面难改。预计下周国内市场价格以小幅调整为主;钢坯和废钢仍有50元以上的下跌空间;煤焦总体稳定,局部地区小幅补涨。从库存情况来看,本周沪市建材库存继续增加,受买涨不买跌心态影响,近几周终端及中间需求均有所趋弱,而钢厂到货逐步增多,库存量呈上升趋势。而从全国钢材库存来看,本周结束了此前连续八周的下降趋势,转而出现回升,尤其是螺纹钢、线材库存量增加较为明显,目前的全国钢材库存水平较去年同期大幅下降31.86%。全国市场库存由降转升,对市场心态形成了一定的不利影响。9Cr2钢板伴随着钢价的下行,钢厂生产所用的原料成本也大幅走低。融资矿的风险集中,导致了近期矿价持续走低,在盈利甚、市场竞争日趋白热化的情况下,本应是减弱钢厂生产成本的利好在近来则成了拖累钢厂调低成品材价格的因素。而继宝钢下调6月份碳钢板材期货价格后,出台的6月份价格政策也维持下调基调,相比较近来热轧普材类价格的弱势,冷轧、酸洗、镀锌等价格整体表现要更差,高附加值的板材产品在当前钢厂目标转移向下游发展以及市场经济调节下,或将摒弃其量少趋势,市场占有份额或将增多,9Cr2钢板与普材产品的价格差也或将缩减。


