服务热线:13018384567
联系我们

更新时间:2024-12-27 01:56:34 浏览次数:6 公司名称:重庆 南恩物资有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |



聚氨酯直埋保温管它具有独特的性能优势,被作为一种优良的绝热保温材料而迅速发展,那么是什么原因让聚氨酯保温管寿命下降呢?通过我们多年的生产与施工来分析一些原因:
1.直埋保温管层偏心,即聚氨酯保温层与钢管不同心,形成保温厚薄不均,严重者可使外层塑料软化而被损坏。
2.使用不当而遭受,在运输及安装中易受损伤,在埋地后距地面深度不够或上部土壤及道路较软,造成载重车辆碾压后被损坏。
3.接口处理不当,在管道敷设安装中,相接二根管焊接不严密造成渗水,或在“补口”中操作不认真而造成外部污水渗入保温层等造成的。
4.直埋保温管使用的塑料和聚氨酯材料不合理,如经常发现使用分拣杂乱的回收塑料,经过挤出成形后的塑料管不能充分被塑化而致使外管劣化。聚氨酯保温管密度低造成强度低而在搬运中就已损坏,另外体系中含有游离酸太高,造成对钢管外壁的腐蚀等。
聚氨酯直埋保温钢管是由高密度聚外层、聚氨脂硬质泡沫塑管和钢管构成。温层材伎为密度60kg/m3至80kg/m3的硬质聚氨酯泡沫,充分添满钢管与套管之间的空地,并具有必需的粘接强度,使钢管、外衣管及保温层三者之间变成每个稳固的合座



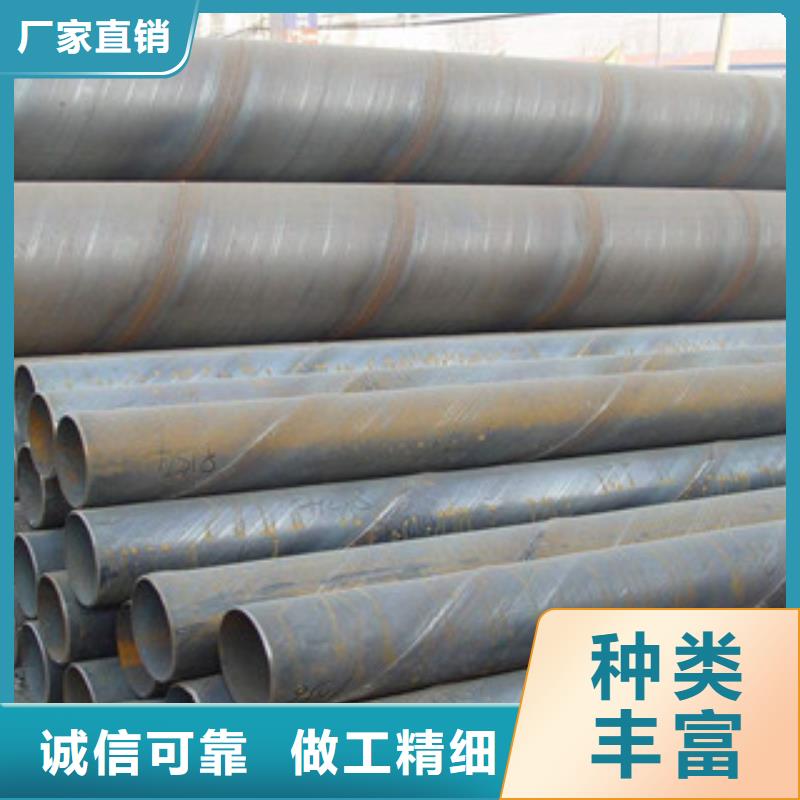
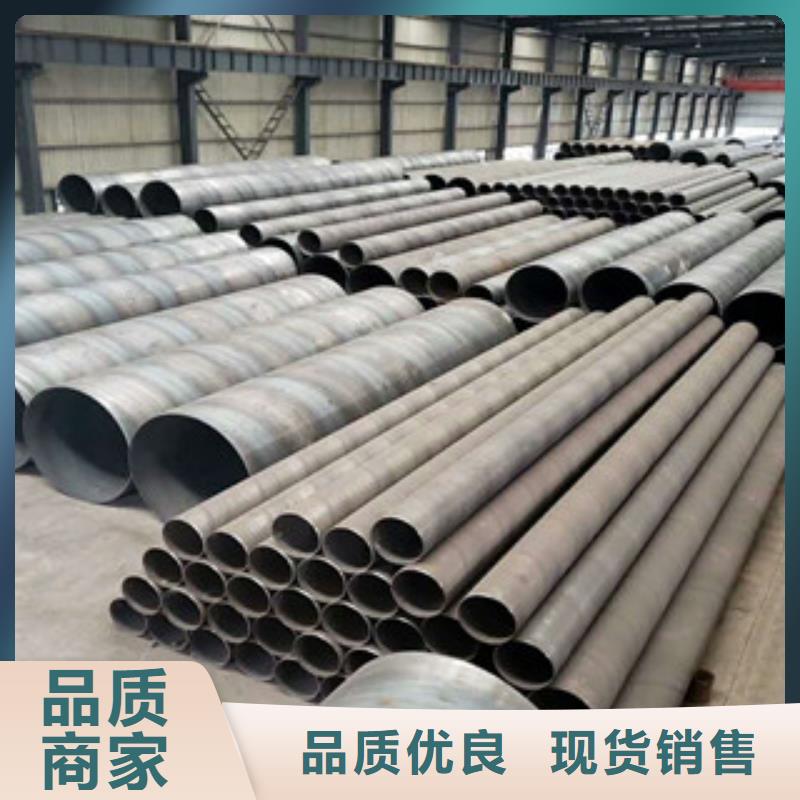
螺旋焊管机组用于生产直径 (89~2450)mm×(0.5~25.4)mm,长度6~35m的大直径钢管。其生产方式为连续式和间断式两科,机组采用螺旋式成型,焊接采用预焊和终焊两步进行。先在一台螺旋成型器上进行成型和预焊(点焊),然后在终焊接设备上进行内外埋弧焊接。螺旋焊管的设备布置如图所示。
螺旋焊管采用螺旋成型器成型,它可分为上卷成型和下卷成型两种。日前螺旋焊管的成型器结构形式归纳起来有三种基本形式:
(1)套筒式螺旋成型器。只适用于小口径焊管的成型。它造价低,操作容易。
(2)辊式螺旋成删器。辊式成型器是根据三辊弯板机工作原理制成,这种成型器与带钢的接触面呈滚动摩擦,阻力小、工具寿命长,对产品表面几乎无擦伤。
(3)芯棒螺旋成型器。这种成型器适合于小直径、薄壁优质螺旋焊管的成型。但钢管内表面可能因摩擦而被擦伤


在当前国内外 湖南湘西槽钢激烈的市场竞争中,南恩物资有限公司本着“诚信为本、客户至上、精益就精、质量优先”的立业宗旨,一如既往地提高现有 湖南湘西槽钢产品质量,不断努力提高现有 湖南湘西槽钢产品质量,不断努力研究开发适用于客户要求的 湖南湘西槽钢产品,完善售后服务,保证用户运行而无后顾之忧。愿与各界朋友精诚合作,共谋发展!



“现在距离2020年完成脱贫攻坚目标任务只有两年时间,正是吃劲的时候,必须坚持不懈做好工作,不获全胜、决不收兵。”在参加代表团审议时,习近平总书记对打赢脱贫攻坚战提出一系列明确要求。
——要咬定目标不放松。
“既不能脱离实际、拔高标准、吊高胃口,也不能虚假脱贫、降低标准、影响成色。”
“真正的考验是到2020年,不能敲锣打鼓宣布脱贫了,结果这边是哭爹喊娘、一片埋怨声,情何以堪啊。要经得住历史检验!”


螺旋钢管主要工艺特点:成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。加工的螺旋钢管在直径和壁厚的尺寸规格范围上有更大的灵活性,尤其在生产高钢级厚壁管,特别是中小口径厚壁管方面具有其他工艺无法比拟的优势, 可满足用户在螺旋钢管规格方面更多的要求。采用先进的双面埋弧焊的工艺,可在 位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量。 对钢管进行的质量检查,使钢管生产的全过程均在有效的检测、监控之下,有效地保证了产品质量。整条生产线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由中央控制室对生产过程中的技术参数。
检验工艺:原材料检验、校平检验、对接焊检验、成型检验、内焊检验、外焊检验、切管检验、超声波检验、坡口检验、外形尺寸检验、X射线检验、水压试验、终检验为保证产品质量,我们制定了完善的质量计划,现场工作程序及检验、试验计划。防腐:本项目的防腐要求与国内其它项目相比有较大不同,其主要区别在于:内防腐材料国内一般采用水泥砂浆,本项目采用环氧涂料(厚度0.4mm)。