
聚氨酯直埋保温管它具有独特的性能优势,被作为一种优良的绝热保温材料而迅速发展,那么是什么原因让聚氨酯保温管寿命下降呢?通过我们多年的生产与施工来分析一些原因:
1.直埋保温管层偏心,即聚氨酯保温层与钢管不同心,形成保温厚薄不均,严重者可使外层塑料软化而被损坏。
2.使用不当而遭受,在运输及安装中易受损伤,在埋地后距地面深度不够或上部土壤及道路较软,造成载重车辆碾压后被损坏。
3.接口处理不当,在管道敷设安装中,相接二根管焊接不严密造成渗水,或在“补口”中操作不认真而造成外部污水渗入保温层等造成的。
4.直埋保温管使用的塑料和聚氨酯材料不合理,如经常发现使用分拣杂乱的回收塑料,经过挤出成形后的塑料管不能充分被塑化而致使外管劣化。聚氨酯保温管密度低造成强度低而在搬运中就已损坏,另外体系中含有游离酸太高,造成对钢管外壁的腐蚀等。
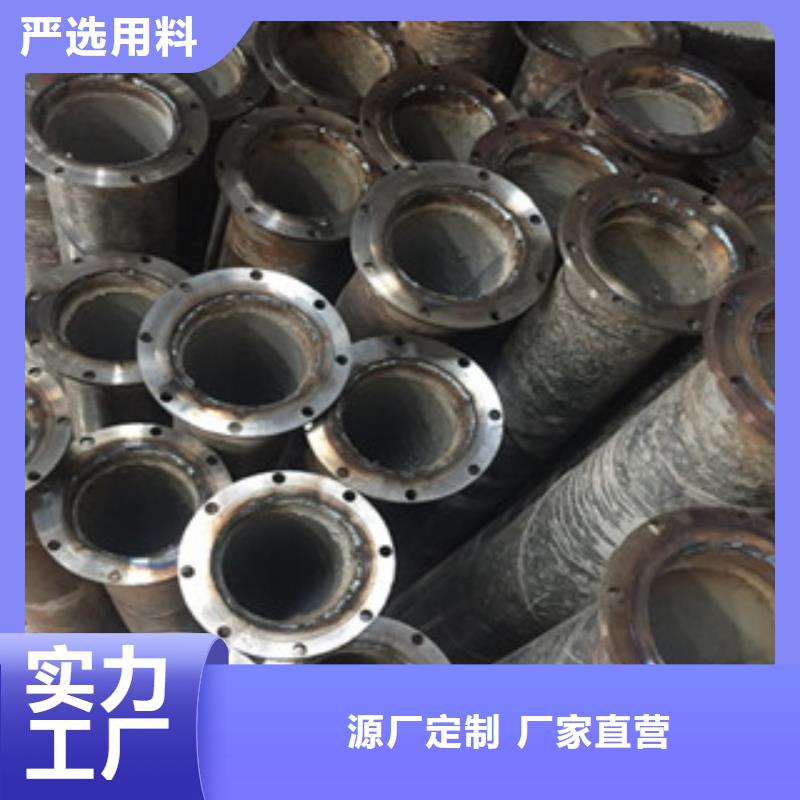
聚氨酯直埋保温钢管是由高密度聚外层、聚氨脂硬质泡沫塑管和钢管构成。温层材伎为密度60kg/m3至80kg/m3的硬质聚氨酯泡沫,充分添满钢管与套管之间的空地,并具有必需的粘接强度,使钢管、外衣管及保温层三者之间变成每个稳固的合座



直埋保温管道在保温性能,施工条件,工作量及日常运行费上均有较大优势。保温直埋管道的设计因本工程空调用热水的*温度为60,*温度为7,因此直埋管道承受的应力不会太大。一般直埋管道材料为20号无缝钢管或Q235管材,在15以上的温度下安装时,直埋敷设供热管道(100)不用采取任何措施,按无补偿安装形式将管道直接埋设地下(无固定支座、无补偿器),管道就可达到运行。
因此对于区域供冷供热(100的水)使用无补偿安装形式将是便捷、和经济的。从里到外分三层结构*层:工作钢管层,根据设计和客户的要求一般选用无缝管(GB8163杠87)螺旋焊管(GB9711杠88:SY/T5038杠92)和直缝焊管(GB3092杠93)。钢管表面经过先进的抛丸除锈工艺处理后,钢管除锈等级可达GB8923杠1988中的Sa2级,表面粗糙度可达GB6060.5杠88中R=12.5米。
1、防水防潮
2、耐高温高压,适用介质温度350,压力2.5Mpa
3、热耗低,保温效果优于任何一种保温
4、防腐能力强,防腐层强度高,不易
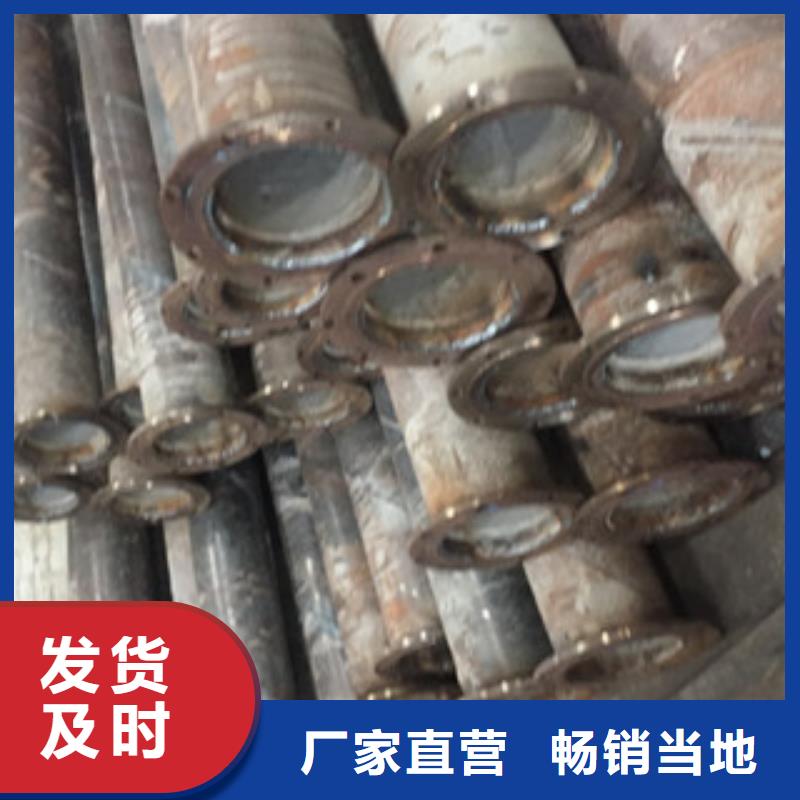
5、使用寿命长,可达30-50年寿命管道的热补偿采用优质波纹管补偿器,并将其装设在套管内,做成直埋形式,无须设置观察井,施工操作方便、工期短。
适用于输送2.5MPa、350摄氏度以下的蒸汽或其它介质,该产品用钢管做外防护层,具有强度高,不易损坏,施工检修简便,使用寿命长的优点。



如需了解更多 槽钢产品信息,可以直接点击店铺链接,进入与之对应的 槽钢产品栏目进行了解,也可以直接拨打我们的销售热线进行了解。


生产与管理:
螺旋焊缝钢管的生产能体现出优质的优势。一台螺旋焊管机组的生产量相当于5-8台直缝焊管设备,如何使多台卷管设备生产线都能够达到同一制作标准,即按统一的生产工艺规范和质量保证体系生产以满足焊接质量要求与管道制造等级将是一项繁重的工作。
多头生产势比增加工程管理与质量监督的工程量。多台直缝卷管机组及相应的焊接设备,其操作人员的操作技能、质量意识、分布的点和控制程序的差异将带来生产管理、计划进度、检查验收、交付协调等方面的诸多困难,极易造成管理与协调上的忙乱和生产厂家与施工单位的质量推诿。
质量保证:按照螺旋焊管生产标准的规定,螺旋焊缝钢管的主要检验/控制项目包括:外形尺寸:钢管外径、壁厚、椭圆度、弯曲度、管端垂直度、长度外观质量:焊缝余高、错边、钢管表面、分层、夹杂、焊缝缺陷判定化学成分:焊接接头拉伸试验、静水压试验、、酸蚀检验、无损检验而直缝焊管没有相应的生产标准。一般螺旋焊管机组均采用在线连续检验方式来保证焊缝的的焊接质量,这是螺旋焊管生产区别于直缝焊管生产的另一重要特征。连续检验有利于焊接缺陷的监控、焊接质量的稳定、焊接等级的保证。由于生产工艺的限制,直缝焊管极难实现连续不间断检验。这将使焊接隐患与质量问题的出现机率增加,甚至影响将来管线运行的整体工作可靠性。



