


联系我们

粉煤灰库厂
发布时间:2024-09-15 10:07:16 浏览次数:1 公司名称:[张家界]裕盛钢板仓有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 品牌 | 裕盛 |
| 产品名称 | 钢板仓 |
| 销售范围 | 全国 |
| 产品用途 | 仓储设备 |
| 用途 | 物料储存 |
| 尺寸 | 可根据需求定制 |




随着规模的不断扩大,张家界裕盛钢板仓有限公司拥有一批专门从事设备设计、开发、生产的技术人员和的管理人才。建立比较完善的生产流程和质量管理体系。公司始终把 粉煤灰钢板仓作为主业,不断更和开发产品来满足用户的需求。由于公司多年从事 粉煤灰钢板仓的研究开发,在生产安装方面积累了大量的经验,以方便用户选购,以达到用户的满意效果。


合理的钢板仓内直径可以规范在20-60m,有特殊需求还可以加大。高度与直径的比例一般为1比1.1至1比1.5之内,这才符合正确的钢板仓设计模型,钢板仓内部错误的设计比例会导致日后钢板仓的稳固性和耐用性。
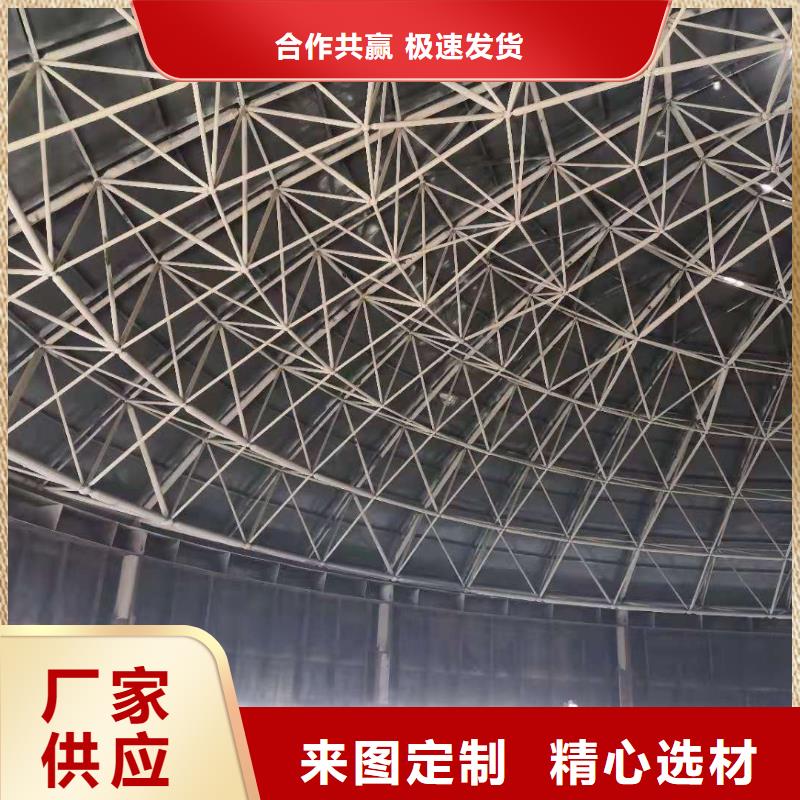
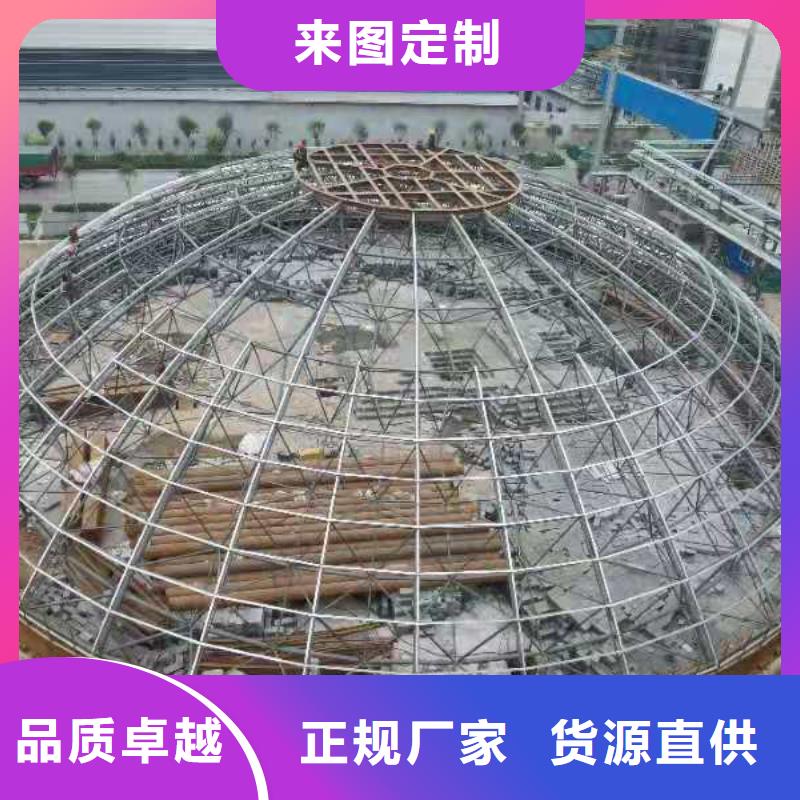
2. 装配式钢板仓结构要合理
合理的钢板陈的库体应为圆柱形,库顶及库底应该为球缺型,基础一般以圆台柱型为妙,这样的基础结和内部搭建构造才能稳固。
3.钢板仓的仓储量要大
合格的钢板仓单库容量应该在2-11万吨范围内,容量越大储存的材料物品越多,这个也是考虑到性价比的问题。



钢板仓确定合理的焊接工艺顺序,减小焊接应力集中,缩小变形。
(1)竖向对接焊缝焊接时,先进行间断焊,间断焊长度不超过20公分,同时板两端预留20---30公分不焊接,间断焊接完成后,用锤击方式焊接残余应力后将剩余焊缝焊接(板两端焊缝除外)完成,同时锤击焊接残余应力。
(2)环向对接焊缝焊接时,先将T型口对齐,确保平整不错边,对T型口两边进行横向焊接大约50公分左右,锤击残余应力后,然后分段退焊或跳焊,沿环缝方向均分,大约完成环缝工程量的一半时,再进行锤击,焊接应力后将剩余焊缝焊完,锤击焊接应力即可。
(3)如因两板缝隙不均或焊工水平差异无法一次焊接成型,必须进行两遍或多遍焊接,且 遍焊接完成后焊接应力后方可进行第二遍焊接。



我国钢板仓技术在粮食行业应用与发展起步较晚。1982年,黑龙江省洪河农场从美国引进镀锌波纹板装配式钢板仓,是国内出现的早的现代化钢板仓群。20世纪80年代,我国钢板仓的建造取得了空前发展。黑龙江省迎春机械厂引进吸收了美国装配式钢板仓全套技术、专用设备生产线,按照国外先进技术、设计软件、制作标准,在消化和吸收的基础上,进行了创新和发展,开始大批量生产、制作、安装装配式钢板仓,使钢板仓的强度、性能、方面具有了可靠性,并将钢板仓作为一种产品大量出口,它代表当今我国钢板仓生产、制作、安装的国际水平,是钢板仓制作安装的领航者。
钢板仓可储存粒状、粉状、粮油、食品、酿造、煤炭、建材等,在工农业领域、城乡及环保工业等领域得到广泛应用。



钢板仓初次进料前,应采取通风、干燥等强制干燥措施,确保仓库及地面干燥,防止物料压实现象。头次加料前,应清理钢板仓,防止砖渣、混凝土块、木板等杂物堵塞残留在底板及输送管道内的管道。在启动仓顶除尘器前,检查仓顶呼吸阀,确认其畅通后,再启动除尘器风机。否则,可能造成大仓库被吸瘪的严重后果。
钢板仓厂家使用空压机作为临时气源时,空压机必须配备干燥设备,确保高压空气干燥。操作人员向储气罐放水不应超过2小时,以避免高压空气潮湿进入材料硬化。储存粉状物料时应防止落入杂物,并影响卸料、卸料。