13018384567




更新时间:2024-11-02 20:34:08 浏览次数:3 公司名称:重庆 南恩物资有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |




性能
球墨铸铁管是铸铁的一种,是一种铁、碳和硅的合金。球墨铸铁中石墨是以球状形式存在的,一般石墨的大小为6-7级,质量上要求铸管的球化等级控制为1-3级(球化率≥80%),因而材料本身的机械性能得到了较好的改善,具有铁的本质,钢的性能。退火后的球墨铸铁管,其金相组织为铁素体加少量珠光体,机械性能较好。
球墨铸铁管主要称之为离心球墨铸铁管,它具有铁的本质、钢的性能,防腐性能优异、延展性能好,密封效果好,安装简易、主要用于市政、工矿企业给水、输气,输油等。是供水管材的**,具有很高的性价比。与PE管材相比,从安装时间上,球墨管比PE管安装更简单快捷,且安装后内外承压力更好;从密闭性和防腐性上来看,球墨管安装后的密闭性更好,也可以通过多种防腐手段提高防腐蚀性能;从水力性能来看,因球墨管规格一般指内径,PE管规格一般指外径,因为同等规格条件下,球墨管能实现更大的径流量;从综合安装维护造价来看,球墨管有着更加优越的性价比。球墨铸铁管的主要成分有碳、硅、锰、硫、磷和镁。内壁喷锌,水泥沙浆防腐材料等。
球墨铸铁管的缺点:球墨铸铁管的连接受人为因素如操作水平、责任心等影响较大,施工方面不如PE管便捷.PE管的优点:PE管具有良好的耐腐蚀性其抗无机物性能比金属管强得多,在埋地敷设时不需要防腐,施工方便。***PE管在性能价格比上优于钢管和球墨铸铁管.PE管得缺点:*、**、***碳等有机溶剂对聚乙烯有一定得影响。有机溶剂如果渗入聚乙烯内,会出现溶胀现象,其物理性能就下降,其耐压性、耐温度变化性能较差。
产品防腐处理
1. 沥青漆涂层
沥青漆涂层是用于输送燃气的管道。喷漆前对管子进行预热可以提高沥青漆的附着力,加速干燥。
2. 水泥砂浆内衬+特殊涂层
这种内防腐措施适用于输送污水的管道,可以提高内衬的抗腐蚀能力。
3. 环氧***涂层
环氧***涂层既适用于燃气管道,也适用于污水管道。它是一种双组分涂层,该涂层具有较高的附着力和非常光滑的表面
4.环氧陶瓷内衬
环氧陶瓷内衬适用于污水管道和燃气管道,但是由于制造工艺难度大,成本高,所以在使用上有一定的局限性。环氧陶瓷内衬具有很高的附着力和光洁度,是一种极好的防腐蚀涂层。
5. 铝酸盐水泥涂层或**盐水泥涂层
这两种特殊水泥涂层均适用于污水管道用球墨铸铁管的内防腐,提高抵抗污水中酸碱成分的侵蚀能力。
6. 聚氨酯涂层
是一种为适应环保需求而研制开发的一种新型绿色特殊涂层,有良好的耐磨和耐腐蚀性。
球墨铸铁管的特点
球墨铸铁管是铸铁管的一种。质量上要求铸铁管的球化等级控制为1-3级(球化率》80%),因而材料本身的机械性能得到了较好的改善,具有铁的本质、钢的性能。退火后的球墨铸铁管,其金相组织为铁素体加少量珠光体,机械性能良好,防腐性能优异、延展性能好,密封效果好,安装简易、主要用于市政、工矿企业给水、输气,输油等。
在铁素体和珠光体基体上分布有一定数量的球状石墨,根据公称口径及对延伸率的要求不同,基体组织中的铁素体和珠光体的比例有所不同,***的珠光体比例一般不大于20%,大口径的一般控制在25%左右。
产品标准
GB/T 13295-2008 水及燃气管道用球墨铸铁管、管件和附件
GB/T 17457-1998 球墨铸铁管水泥砂浆离心法衬层一般要求
GB/T 17458-1998 球墨铸铁管水泥砂浆离心法衬层新拌砂浆的成分检验
GB/T 17459-1998 球墨铸铁管沥青涂层
GB/T 17456 球墨铸铁管外表喷锌
GB/T 17219-1998 生活饮用水输配水设备及防护材料的性评价标准
要求
1.沟槽开挖
沟槽底宽应按下式计:B=D1+2(b1+b2)
式中:B—管道沟槽底部的开挖宽度(mm) D1—管道结构的外缘宽度(mm) b1—管道一侧的工作面宽度(mm) b2—管道一侧的支撑宽度(mm)
2.沟槽支撑
根据沟槽土质、地下水、开槽断面、荷载条件等因素进行设计,要求牢固可靠,防止塌方、支撑不得妨碍下管和稳管。
3. T型接口管道在垂直或水平方向转弯处应设支墩。应根据管径、转角、工作压力等因素经计算确定支墩尺寸。
4.输送生活饮用水时,管道不应穿过毒物污染区,如必须穿过时应采取防护措施。
5.凡承插连接的球墨铸铁管线,必须经计算设支墩,参见 建筑标 准设计图集03SS505《柔性接口给水管道支墩》。
6.球墨铸铁管的外防腐蚀涂层应根据敷管地的土质情况来选择镀锌和环氧沥青涂层或更高要求的涂层。
7. 管道安装完、试压合格后,宜用低*离子水冲洗和0.03%****水溶液消毒。
公司简介
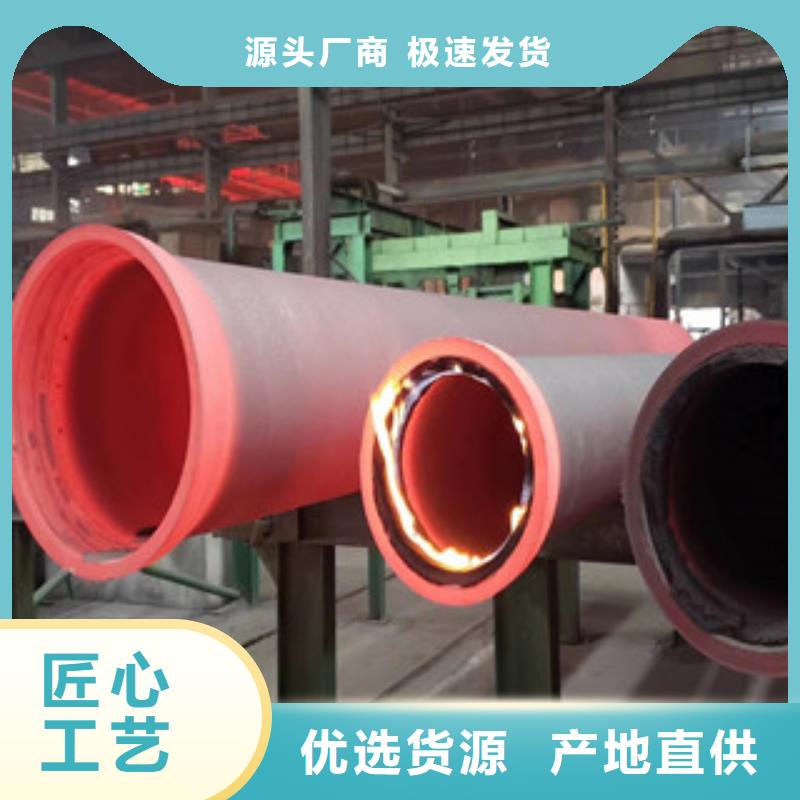
重庆南恩物资有限公司下属专业的球墨铸铁管生产厂家,项目占地3万余平方米,新上3条高自动化离心球墨铸铁管生产线,具备年产万吨以上国际标准的球墨管生产能力;公司生产具有世界先进水平的球墨铸铁管,球墨铸铁井盖产品;严格按照ISO9001质量体系标准构构建产品质量体系,采用国内外先进设备及**的工艺,为用户提供可靠的保证,欢迎对球墨铸铁管,球墨铸铁井盖有需求的企业来电联系。
重庆南恩球墨铸铁管件厂采用21世纪国际先进的EPS消失模铸造工艺,,六个科室年生产能力20000多吨,产品获得国际标准认。可为用户提供DN80--DN1200MM球墨铸铁管件,也可按用户要求生产各种型号非标管件,产品外表光滑,性能稳定。本厂是专业生产球墨管件的厂家,经多年研究试验,探索出球墨铸铁管件真空消失模生产新工艺流水线,可为广大用户提供ISO2531DN80mm—1200mm标准和非标准球墨铸铁管件,又可加工异型,特型管生产PVC球墨铸铁管件,另生产球铁井盖10余种. 1.本公司专业生产球墨铸铁管件,采用国际先进的环保无污染绿色真空消失模生产工艺。 2.按ISO02531 GB13295标准生产DN80mm--DN1200mm各种类型管件,还可根据用户需要生产各种非标准球墨铸铁管件,同时生产PVC管材用球墨铸铁管件。 3.本公司生产的球墨铸铁管件具有强度高,韧性好,耐高压,耐腐蚀等优良性,墨铸铁管的主要成分有碳、硅、锰、硫、磷和镁等。执行标准 [span]GB/T13295-2003 ISO2531/2003
球墨铸铁管定义使用18号以上的铸造铁水经添加球化剂后,经过离心球墨铸铁机高速离心铸造成的管道,称
球墨铸铁管([span]Ductile Cast Iron Pipes),简称为球管、球铁管和球墨铸管等。
是传统灰铁管件理想的更新换代产品。
我公司采用新的 标准《GB13295-200X水及燃气管道用球墨铸铁管、管件及附件》《G***028-200X城镇燃气设计规范》,球墨管不仅可用于城镇天然气和**的承压输配地下管网,还能广泛应用于输水、输油管道以及食品、制药、化工等行业的生产流程管网。公司严格按照ISO9001质量体系标准构构建球墨铸铸铁管产品质量体系,采用国内外先进设备及**的工艺,为用户提供可靠的保证。
公司本着“诚铸管,质恒至”的企业宗旨将以**的技术,**的设施,**的管理,**的质量,及完善的售后服务,竭诚为国内外用户提供优质的球墨铸铁管,以*强劲的整体实力问鼎中国铸铁管行业。



南恩物资有限公司位于九龙坡区恒胜钢材市场。公司主要经营: 云南迪庆槽钢。公司设有多个大型室内、外货仓,常年备有大量现货供应,品种众多、规格齐全,还可配备其他钢材品种,热情为顾客提供服务。本公司秉承“务实、客户为本”的企业精神,“诚信经营、共同发展”的经营理念,科学管理为先导,完善服务为重点,以合理的价格, 良好的信誉,建立了庞大稳固的客户群,赢得广大客户的支持和信赖,在业界树立起良好的信誉和口碑,业务范围遍及全国各地。

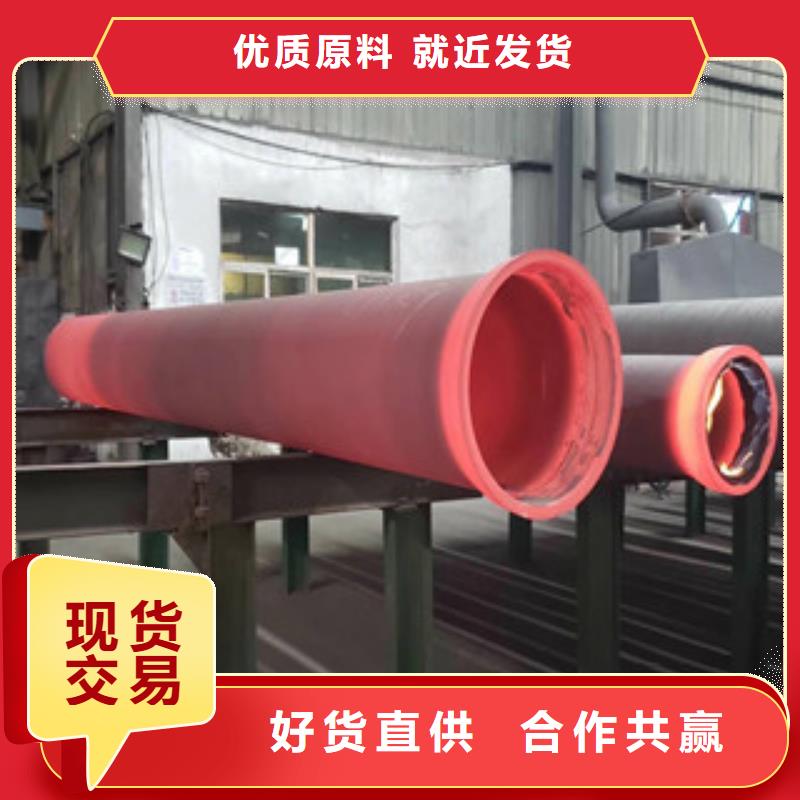
重庆南恩物资有限公司生产设备国内 ,检测手段先进,检测设施齐全,生产流水线严格按照 水及燃气管道标准生产,产品具有卫生、、绿色环保,强度高、耐腐蚀、高延伸率、使用寿命长等特点,广泛用于城市供水管网建设和输气管道工程,具有广阔的市场拓展空间。飞翔公司将一如既往,竭诚与社会各界新老朋友一起,互惠合作,携手并进,共谋发展。
球墨铸铁管顶管法可以用于在地下安装管道而不用挖掘沟渠,也可以用来在隧道中铺设管道,球墨铸铁管顶管法安装有下列优点;(1)由于接口突出较小,并且所有的连接工作都可以从管内部来进行,因此,可以使在隧道内部和管外部之间的空间变得较小。
(2)由于在隧道中连接管道不虑火或电,因此可以地进行工作。
(3)由于是机械接口,安装工作既简单又快捷。
由于球墨铸铁管机械接口柔性高,因此,在隧道中弯曲的部分也可以使用这种管子来铺设管道。
球墨铸铁管顶管法安装步骤如下:
(1)插口(承口)插人前,在插门外面、承口内面以及橡胶圈上涂刷浓浆状的肥皂水。
(2)插人后,将橡胶圈戴在插口上,用手指将其推人到能轻轻进人的位置。
(3)将开口圈(分为3个弧状片)从下方顺次插人.首先在下面安两个I,然后将H滑向管轴方向,架在I的上面组合起来.在将开口圈的3个弧片往承口插人 时,如在弧片与弧片之间有较大的间隙出现,则在弧片上I一I之间插入一种填塞间隙的弧片(与开口圈同截面、同材质、厚6mm)。
(4)将拧进了螺栓的压紧圈(分为4个弧片)从下面顺次插入。为了使II不致掉下来,采用固定件将其固定.固定件是为了防止在安装操作时上部的压紧圈脱落下来。
安装完毕后,由于橡胶圈的反弹力以及压盖圈与承口底部之间填充的水泥砂浆的起拱作用,上部压盖圈脱落的危险性已不存在,可以取掉。但将固定件原样保留也可以,为了慎重起见,一般为镀锌件。
(5)将压紧圈的螺栓的一部分(3根中占1根的大概比例),用扳手或棘轮扳手反向旋转,使其从压紧圈中拧出来35-40mm的程度,从而将橡胶圈推人深处。
(6)将尚未拧出来的螺栓头部的平帽上安人固定销。
(7)将安装了固定销的螺栓稍拧出,将开始的螺栓一次拧人,在其头部也安上固定销(全部的螺栓安装固定销完毕)。
一边注意使拧出的间隙上下左右均等,一边将全部的螺栓拧出,至压紧圈与承口底部的间隙达到规定长度时,即为安装完毕。


