服务热线:15069053006
联系我们

发布时间:2024-09-17 10:37:17 浏览次数:1 公司名称:[乐东县]津铁物资有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 5130 |
| 发货期限 | 协商 |
| 供货总量 | 150000000 |
| 运费说明 | 2 |
| 产地 | 山东 |
| 品牌 | 功诚 |
| 是否进口 | 否 |
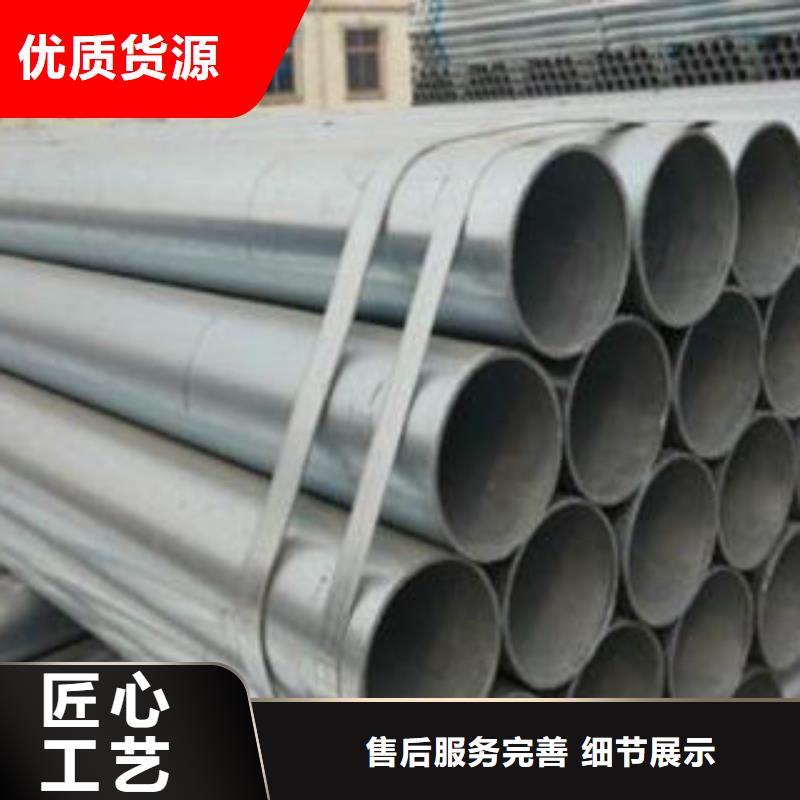




钢管分热轧(挤压、扩)和冷拔(轧)两种。其外径和壁厚应符合GB/T 17395 的规
定。
2 外径和壁厚的允许偏差
钢管外径和壁厚的允许偏差应符合表1 的规定。当需方事先未在合同中注明钢管尺
寸允许偏差时,钢管外径和壁厚的允许偏差按普通级供货。
根据需方要求,经供需双方协商,并在合同中注明,可生产表1 规定以外尺寸允许
偏差的钢管。
表1 外径和壁厚的允许偏差
允许偏差
钢管种类 钢管尺寸mm
普通级 高级
<50 ±0.50mm ±0.40mm
外径D
≥50 ±1% ±0.75%
<4
±12.5%(小值为
±0.40mm)
±10%(小值为
±0.30mm)
≥4~20
+15%
-12.5%
±10%
热轧(挤压扩)管
壁厚s
>20 ±12.5% ±10%
6~10 ±0.20mm ±10%
>10~30 ±0.40mm ±0.10mm
>30~50 ±0.45mm ±0.20mm
外径D
>50 ±1% ±0.5%
冷拔(轧)管
壁厚s ≤1 ±0.15mm ±0.12mm
第 7 页
>1~3
+15%
-10%
±10%
>3
+12.5%
-10%
±10%
注:对外径不小于351mm 的热扩管,壁厚允许偏差为±18%无缝化钢管的生产工艺:无缝钢管的无缝化主要是通过张力减径来完成的,张力减径过程是空心母材不带芯棒的连续轧制过程。在保证母管焊接质量的前提下,焊管张力减径工艺是将焊管整体加热到950摄氏度以上,再经张力减径机(张力减径机共有24道次)轧制成各种外径与壁厚的成品管,采用此工艺所生产的热轧钢管与普通的高频焊管有本质的区别,通过加热炉加热后其焊缝与母体的金相组织和机械性能可以达到完全一致此外 ,通过多道次的张力减径机轧制和自动控制使得钢管的尺寸精度(尤其是管体圆度和壁厚精度)优于同类无缝管。1)精密无缝管主要品种:DIN系列高精度无缝钢管精密无缝管、液压系统专用精密无缝管、汽车制造专用精密无缝管






乐东县津铁物资有限公司把质量作为市场致胜的法宝,制定了严格的质量把关措施,对于出现的质量问题,一查到底,一追到头,不放过一点蛛丝马迹。把珍惜质量当作珍惜自己的生命一样,从 方矩管原料开始,实行层层把关制, 方矩管产品质量多年稳定提高,不断改进。乐东县津铁物资有限公司以满足贵公司的需求为宗旨,不仅为您提供高品质的 方矩管产品,还为您提供完善的完善的服务技术支持,这有利于提高公司的产品质量,生产效率,降低生产成本。我们将不断开拓,不断创新,与各界朋友携手共进,共同发展,热忱欢迎国内外客户来函来图或亲临公司指导。


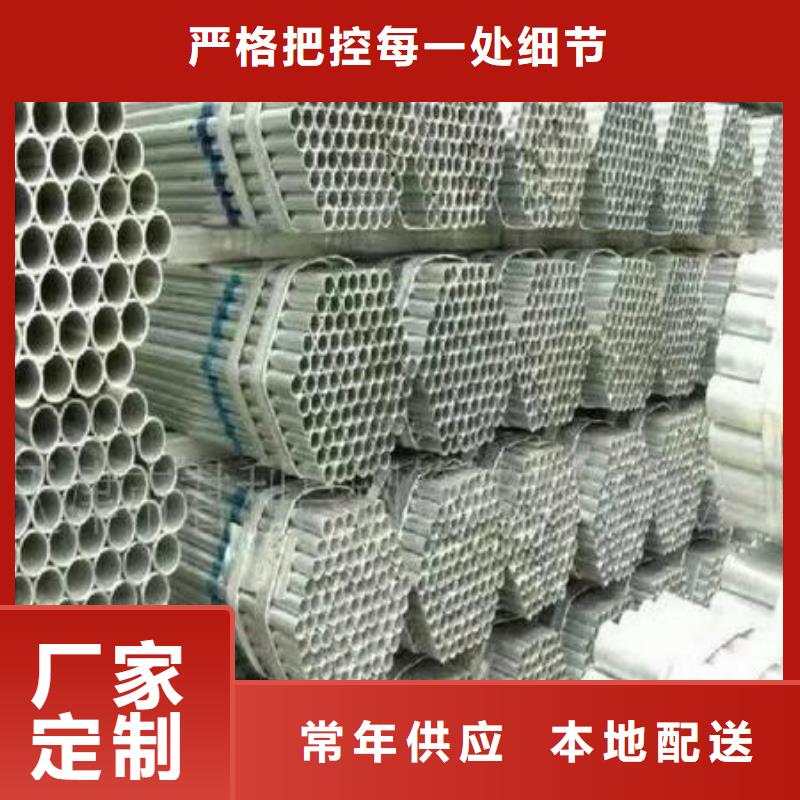
冷拔无缝钢管制造时的常见问题
冷拔无缝钢管具备內外壁无空气氧化层、承担髙压无渗漏、高精密、高光滑度、冷拔不形变、扩口挤扁无缝隙、表层已作防锈等特性,适用于机械系统、液压机械及小车摩托的气动式或液压件,如汽缸或液压缸等。
冷拔基础的生产流程是:热扎毛管—>毛管查验、刃磨—>毛管酸洗钝化—>毛管酸洗钝化后复查—>冷拔—>精拉道次前校直—>酸洗钝化、润化—>精拉—>制成品前解决—>进库。
制造必须留意操纵:
1、毛管
毛壁厚厚要匀称、內外表层缺点少;要配备外表层打磨抛光及内螺纹缺点机器设备。
2、复查
与一般冷拔无缝钢管对比,冷拔精密无缝管制造了热扎毛管酸洗钝化复查工艺流程,关键是要确保毛在水管外表层无伸缩、裂痕等缺点,掉内表层存有伸缩、比较严重画线、表面等缺点的毛管。





