
我们的89*3不锈钢复合管栏杆每米价格视频现已上线,它比任何文字描述都能更直观地展示产品的魅力。请点击观看。
以下是:89*3不锈钢复合管栏杆每米价格的图文介绍

鑫海达不锈钢复合管护栏厂有限公司的宗旨是:平等互利,共创双赢,我们的目标是:提供高品质,高服务,坚持客户为主的原则,为广大客户提供 内蒙古锡林郭勒不锈钢复合管栏杆服务。本厂有训练有素的员工及管理队伍,有多位 内蒙古锡林郭勒不锈钢复合管栏杆工程师,不但确保 内蒙古锡林郭勒不锈钢复合管栏杆产品品质。在产品设计、产品制造、工程设计、产品使用、售后服务五个层面解决客户使用流程中所有问题。


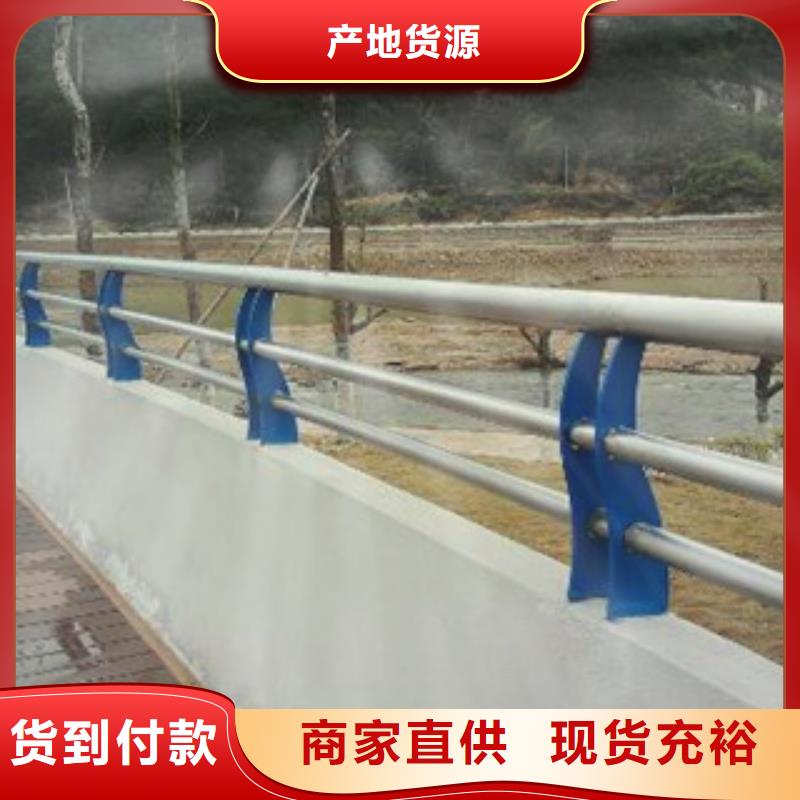
钢制立柱:1200*120*12护栏高度1200,立柱间距3000不锈钢管和不锈钢复合管的区别 不锈钢复合管:材质为铁管,外面包裹着不锈钢层,比较坚固,管口封闭良好的情况下可保证其防锈期限与纯不锈钢无异。不锈钢管:整个管都为不锈钢的较轻,承重能力没有复合管好,但是不容易生绣,价格昂贵。不锈钢桥梁防护栏说明:材料材质:由201、304、316不锈钢、锌钢、铝镁合金精制而成。表面处理:高磨砂、8K镜光、高镀钛、冷热镀钛、静电喷涂、电泳着色。立柱高度:任意定制高度、适合各种要求。材料规格:空心板、实心板、空心管均可、规格齐全。玻璃挂件:设计合理、款式多样、任意搭配、可适用任何尺寸厚度的玻璃。扶手托架:牢固、样式独特、可适应任何形状扶手面管、如圆光、方管、蛋形管、平椭圆、钢板、可穿、可焊、可顶、可插。立柱底板:斜面、侧面、平面、预埋、螺丝固定、焊接均可、适应任何安装环境。立柱配件:空心实心、一应俱全。立柱款式:高组合式、来图来样定制、可随意穿管、挂玻璃、样式与接轨、外观追潮流时尚、品质被界内公认、不经意中常被效仿。立柱包装:纸箱、木箱、贴膜
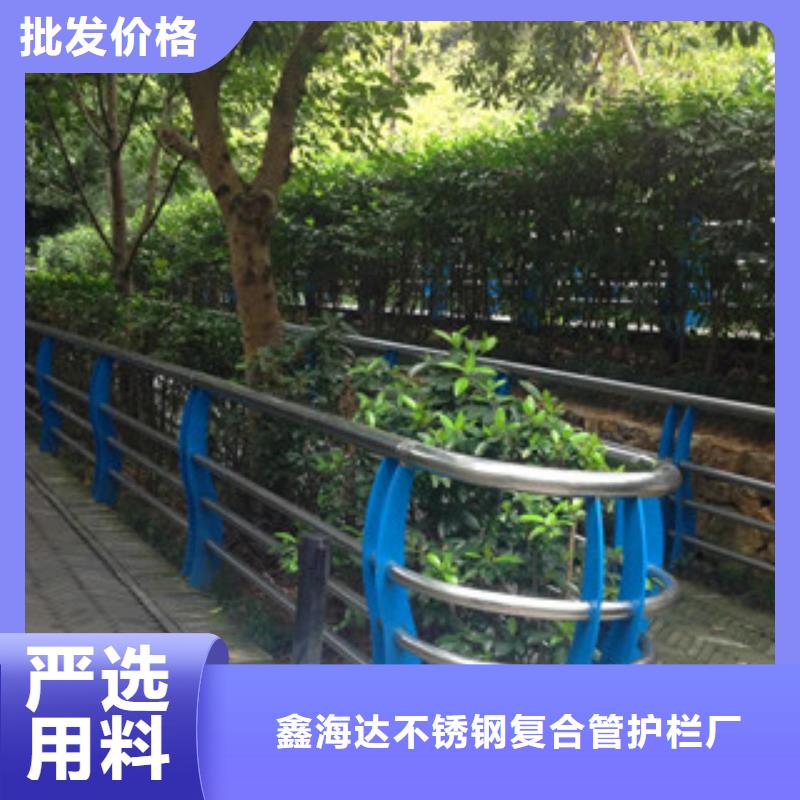
不锈钢复合管护栏结构一般分为主杆和立柱,主杆也经常被称为主管(比如,楼梯护栏扶手部位即是我们所说的主管)。 我公司生产外不锈钢复合管、内衬不锈钢复合钢管、喷塑不锈钢复合管、镀锌不锈钢复合管,防腐不锈钢复合管及大型金属构件防腐系列新型材料,专业从事外复不锈钢/碳素钢复合管生产及工程设计、制作、安装、施工,先进的生产工艺和严格的检测手段,使企业产品通过不锈钢复合管标准(GB/T18704-2002)。产品特点: 安装简便:不锈钢复合管护栏采用插接式安装,简便快捷,固定牢靠。 外观美观:不锈钢复合管护栏具有白、蓝、红、绿等多种颜色,色彩艳丽、装饰性强,可与其他材料护栏组合使用。护栏特点:不锈钢复合管护栏不退色、不发黄、不脱皮、不开裂、不起泡、不虫蛀,不需要日常维护,不污染环境,是景观护栏的选择。 抗老化:在-50℃至70℃下使用不褪色、耐腐蚀、度、不生锈、美观典雅,确保10年不褪色,抗老化测试可达30年。
不锈钢复合管护栏结构一般分为主杆和立柱,主杆也经常被称为主管(比如,楼梯护栏扶手部位即是我们所说的主管)。 我公司生产外不锈钢复合管、内衬不锈钢复合钢管、喷塑不锈钢复合管、镀锌不锈钢复合管,防腐不锈钢复合管及大型金属构件防腐系列新型材料,专业从事外复不锈钢/碳素钢复合管生产及工程设计、制作、安装、施工,先进的生产工艺和严格的检测手段,使企业产品通过不锈钢复合管标准(GB/T18704-2002)。产品特点: 安装简便:不锈钢复合管护栏采用插接式安装,简便快捷,固定牢靠。 外观美观:不锈钢复合管护栏具有白、蓝、红、绿等多种颜色,色彩艳丽、装饰性强,可与其他材料护栏组合使用。护栏特点:不锈钢复合管护栏不退色、不发黄、不脱皮、不开裂、不起泡、不虫蛀,不需要日常维护,不污染环境,是景观护栏的选择。 抗老化:在-50℃至70℃下使用不褪色、耐腐蚀、度、不生锈、美观典雅,确保10年不褪色,抗老化测试可达30年。



山东鑫海达金属制品有限公司,生产各种规格不锈钢复合管,外层复材采用优质的304不锈钢带和201不锈钢带加工而成,内层采用优质Q235B高频焊管,结构强度高,耐腐蚀能力强,是制作桥梁护栏、人行天桥护栏、高铁站护栏、公交车扶手、地铁扶手、船舶扶手、织布机托辊、绗绣机托辊、印花机托辊、摩托车保险杠、自行车车把、空调热交换管道的优质材料,公司竭诚欢迎各界朋友莅临公司考察指导,洽谈业务,共谋发展。不锈钢复合管栏杆施工方案 一、施工准备1、材料及主要机具: ⑴、不锈钢复合管:面管用Φ80管,其它按设计要求选用,必须有质量证明书。 ⑵、不锈钢焊条或焊丝:其型号按设计要求选用,必须有质量证明书。 ⑶、主要机具:氩弧电焊机、切割砂轮机、冲击电钻、角磨机、不锈钢丝细毛刷、小锤等。2、作业条件⑴、熟悉图纸,做不锈钢复合管栏杆施工工艺技术交底。⑵、施工前应检查电焊工合格证有效期限,应证明焊工所能承担的焊接工作。 ⑶、现场供电应符合焊接用电要求。 ⑷、施工环境已能满足不锈钢复合管栏杆施工的需要:周围无杂物,场地通畅,无漏水漏电隐患二、操作工艺1、工艺流程
施工准备→放样→下料→焊接安装→打磨→焊缝检查→抛光。 2、主要施工方法:⑴、施工前应先进行现场放样,并计算出各种杆件的长度。 ⑵、按照各种杆件的长度准确进行下料,其构件下料长度允许偏差为1mm。 ⑶、选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。 ⑷、脱脂去污处理:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则应选择三氯代乙烯、苯、汽油、中性洗涤剂或其它化学用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属表面后再进行焊接。
施工准备→放样→下料→焊接安装→打磨→焊缝检查→抛光。 2、主要施工方法:⑴、施工前应先进行现场放样,并计算出各种杆件的长度。 ⑵、按照各种杆件的长度准确进行下料,其构件下料长度允许偏差为1mm。 ⑶、选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。 ⑷、脱脂去污处理:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则应选择三氯代乙烯、苯、汽油、中性洗涤剂或其它化学用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属表面后再进行焊接。

