服务热线:13969548593

更新时间:2024-12-26 23:56:25 浏览次数:3 公司名称:聊城 鸿山金属制造有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 9999 |
| 运费说明 | 1-3天 |
| 机械加工 | 激光切割 |
| 图纸定制 | 可出图纸 |
| 包工包料 | 免费出图纸 |
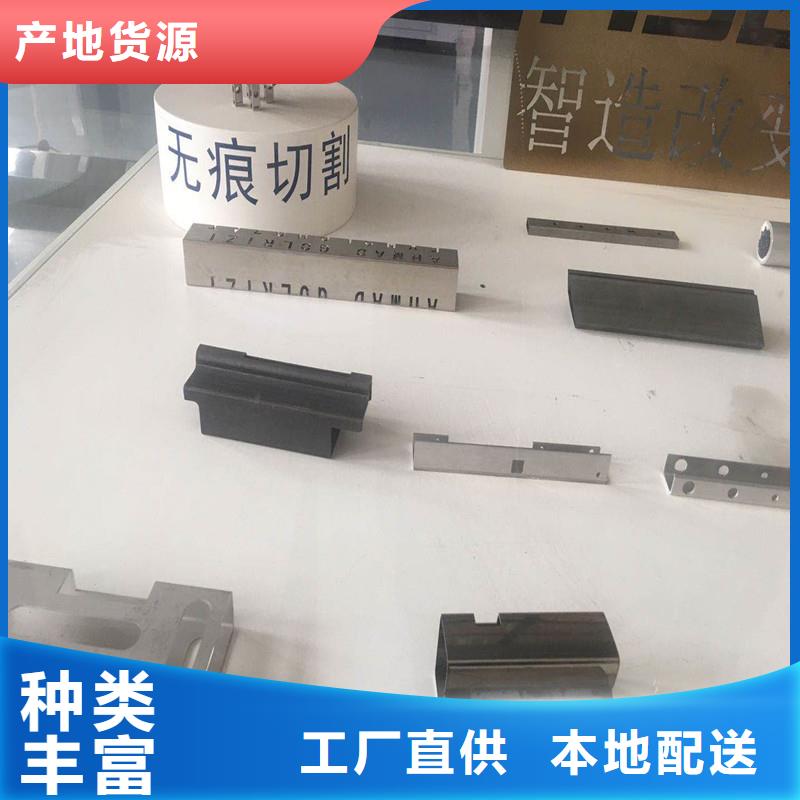
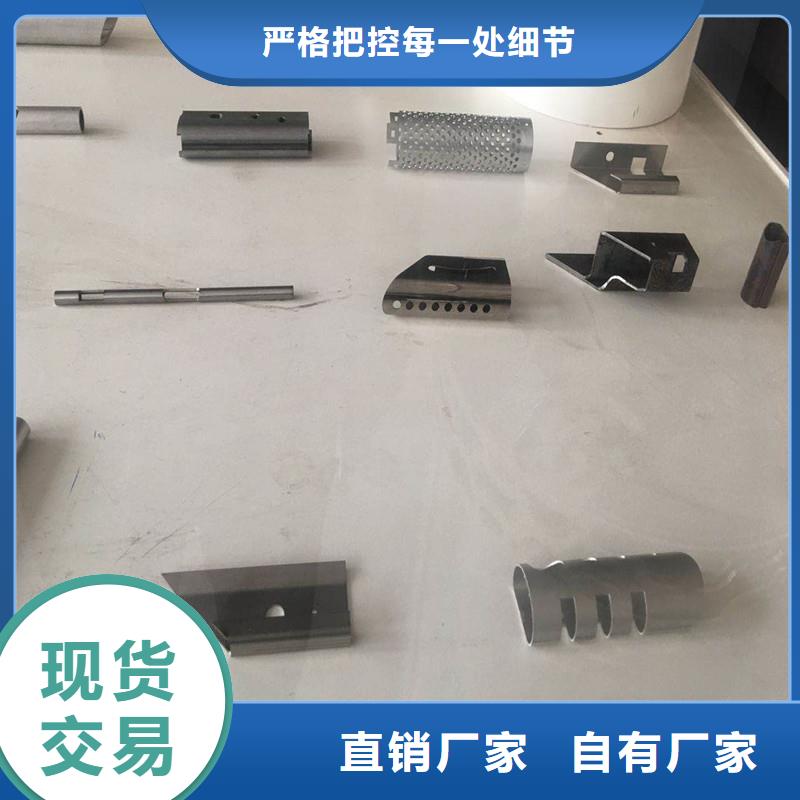
| 激光切割 | 氧气精密切割 |
| 精密开孔 | 公差0.05 |



激光切割技术是一项生产效率高、生产率高的技术
1、相贯线切割机的发展。从几种通用数控切割机应用情况来看,火焰相贯线切割机功能及性能已比较完善,其材料切割的局限性(只能切割碳钢管),切割速度慢,生产效率低,其适用范围逐渐在缩小,市场不可能有大的增加。
等离子相贯线切割机具有切割范围广(可切割所有金属材料),切割速度快,工作效率高等特点,未来的发展方向在于等离子电源技术的提高、数控系统与等离子切割配合问题,如电源功率的可切割更厚的板材;精细等离子技术的完善和提高可提高切割的速度、切面质量和切割精度;数控系统的完善和提高以适应等离子切割,可有效提高工作效率和切割质量。
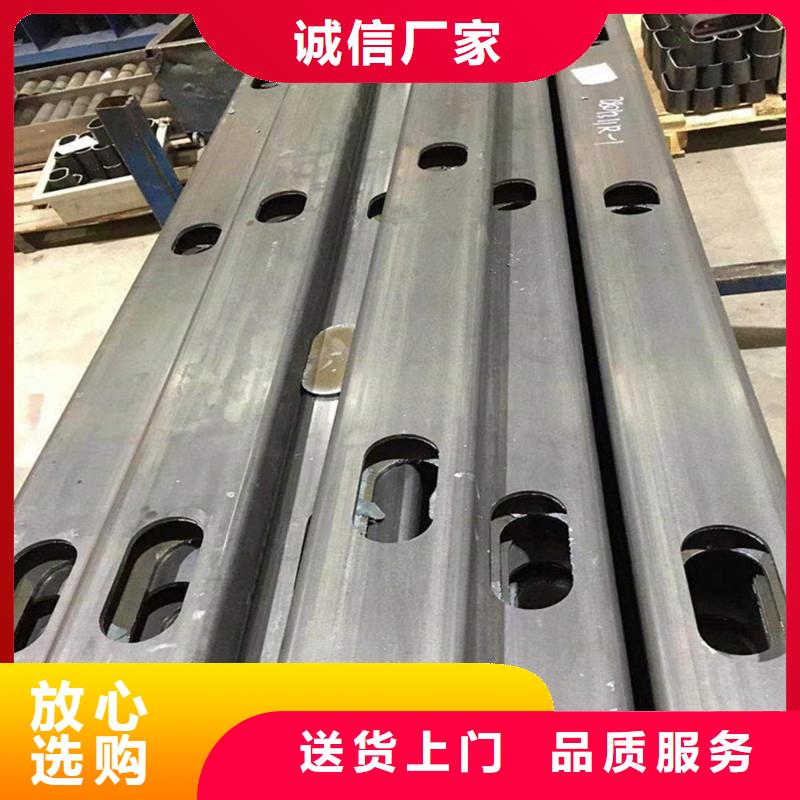
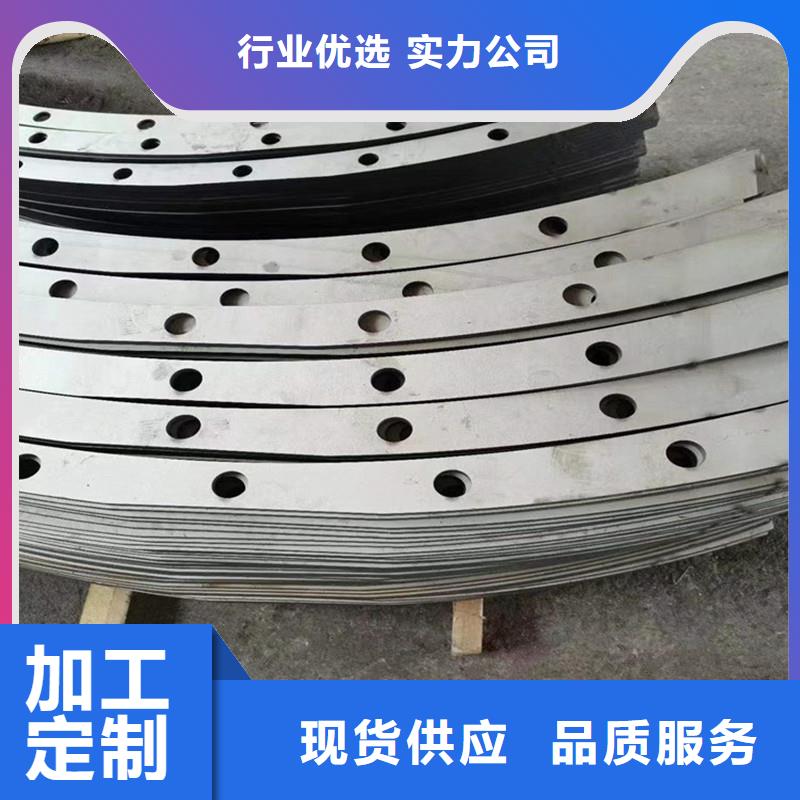
2、专用相贯线切割机的发展。相贯线切割机适用于各种管材上切割圆柱正交、斜交、偏心交等相惯线孔、方孔、椭圆孔,并能在管子端部切割与之相交的相惯线。这种类型的设备广泛应用于金属结构件生产,电力设备、锅炉业、石油、化工等工业部门
。激光切管机有四个优点。1. 切削精度高,尺寸精度高,切削光洁,无毛刺,材料损耗小;2. 激光切割的热影响区很小 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中,首先使用打,几乎不存在热变形和氧化现象。可以制作出高质量、更一致的零件,尤其有利于后续的自动焊接;3.切割效率高,可实现批量生产。激光切割的所有操作都可以统一到同一个单元作为一个连续的操作流程,大大缩短了物流时间。标准管材长度为6米,采用传统加工方法需要非常重的夹紧,而激光加工可以轻松的完成数米管材的夹紧和定位,使得批量加工成为可能。4. 激光切割机采用数字系统控制,这也是激光切割机切割管材的优点之一。首先,它保证了准确性和灵活性。激光管切割技术可以加工任何已编程的形状,可以完成任意方向的切割。模板的形状可以在没有任何工具的帮助下快速改变。在不影响整个生产过程的情况下,修改设计方案;更大的优点是终端用户可以控制短版或中版的制作,而不用制作大量的模板,可以更快地响应客户的需求
1、相贯线切割机的发展。从几种通用数控切割机应用情况来看,火焰相贯线切割机功能及性能已比较完善,其材料切割的局限性(只能切割碳钢管),切割速度慢,生产效率低,其适用范围逐渐在缩小,市场不可能有大的增加。
等离子相贯线切割机具有切割范围广(可切割所有金属材料),切割速度快,工作效率高等特点,未来的发展方向在于等离子电源技术的提高、数控系统与等离子切割配合问题,如电源功率的可切割更厚的板材;精细等离子技术的完善和提高可提高切割的速度、切面质量和切割精度;数控系统的完善和提高以适应等离子切割,可有效提高工作效率和切割质量。
2、专用相贯线切割机的发展。相贯线切割机适用于各种管材上切割圆柱正交、斜交、偏心交等相惯线孔、方孔、椭圆孔,并能在管子端部切割与之相交的相惯线。这种类型的设备广泛应用于金属结构件生产,电力设备、锅炉业、石油、化工等工业部门
,实现个性化定制。


使用U形管激光头的激光切管,可以在立体的加工对象上,进行各种工艺所需的加工。三维激光切割机,可以在任意一个面上进行工作,无需人工掉正角度。产品特点采用自动化机器人运动技术,配以专业高精度激光头,激光输出功率稳定,加工幅面大激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中,首先使用打激光氧切割(火焰切割)
激光氧切割的原理与氧乙炔切割相似。它器和CO2激光器。



鸿山金属制造有限公司地理条件优越,交通便捷。公司以“ 甘肃临夏护栏立柱质量求生存,信誉求发展!”为企业目标,以“打造品牌,树立形象!”为企业宗旨,不断挑战自我,越超自我。


1、相贯线切割机的发展。从几种通用数控切割机应用情况来看,火焰相贯线切割机功能及性能已比较完善,其材料切割的局限性(只能切割碳钢管),切割速度慢,生产效率低,其适用范围逐渐在缩小,市场不可能有大的增加。
等离子相贯线切割机具有切割范围广(可切割所有金属材料),切割速度快,工作效率高等特点,未来的发展方向在于等离子电源技术的提高、数控系统与等离子切割配合问题,如电源功率的可切割更厚的板材;精细等离子技术的完善和提高可提高切割的速度、切面质量和切割精度;数控系统的完善和提高以适应等离子切割,可有效提高工作效率和切割质量。
2、专用相贯线切割机的发展。相贯线切割机适用于各种管材上切割圆柱正交、斜交、偏心交等相惯线孔、方孔、椭圆孔,并能在管子端部切割与之相交的相惯线。这种类型的设备广泛应用于金属结构件生产,电力设备、锅炉业、石油、化工等工业部门
激光切管因此,在实际的钣金加工环节,为了充分利用这种技术,我们应该不断完善相关的自动化系统,如计算机网络控制技术,以进一步加强加工过程的自动控制功能,有效提高加工效率和加工质量。同时也可以向无人加工操作的方向发展。其次,根据的类型和实际需要钣金加工、二氧化碳激光切割技术可以实现集成操作模式选择,机器和电力,如使用焦点位置控制技术和切割和穿刺技术,以 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源1、相贯线切割机的发展。从几种通用数控切割机应用情况来看,火焰相贯线切割机功能及性能已比较完善,其材料切割的局限性(只能切割碳钢管),切割速度慢,生产效率低,其适用范围逐渐在缩小,市场不可能有大的增加。
等离子相贯线切割机具有切割范围广(可切割所有金属材料),切割速度快,工作效率高等特点,未来的发展方向在于等离子电源技术的提高、数控系统与等离子切割配合问题,如电源功率的可切割更厚的板材;精细等离子技术的完善和提高可提高切割的速度、切面质量和切割精度;数控系统的完善和提高以适应等离子切割,可有效提高工作效率和切割质量。
2、专用相贯线切割机的发展。相贯线切割机适用于各种管材上切割圆柱正交、斜交、偏心交等相惯线孔、方孔、椭圆孔,并能在管子端部切割与之相交的相惯线。这种类型的设备广泛应用于金属结构件生产,电力设备、锅炉业、石油、化工等工业部门
进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中,首先使用打实施有效的切割、焊接、钻井和其他钣金加工的操作材料,以提高钣金加工的质量。