

联系我们

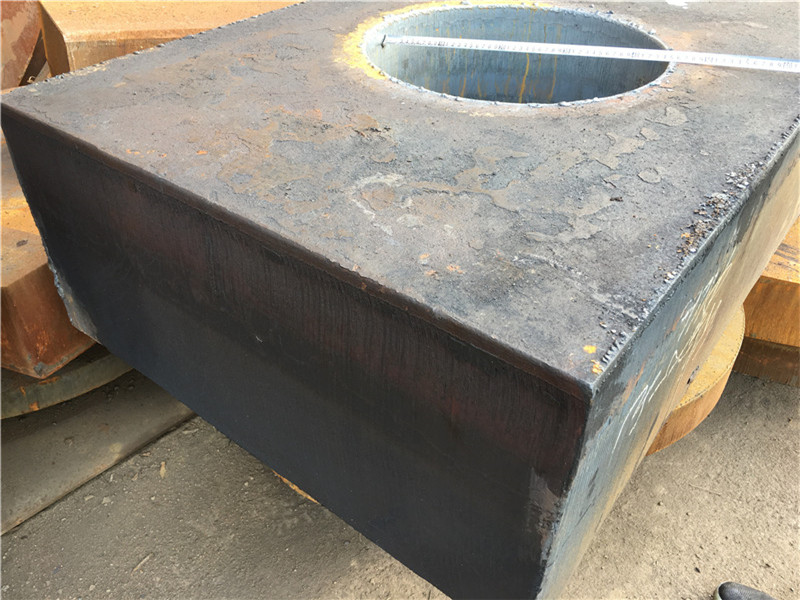
Q345R钢板切割异形件免一切费用
更新时间:2024-12-26 15:45:54 浏览次数:2 公司名称:聊城 聚贤丰汇金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议/吨 |
| 发货期限 | 当天 |
| 供货总量 | 1000 |
| 运费说明 | 电议 |
| 品牌 | 宝钢、舞钢、南钢、武钢、攀钢 |
| 化学成分分类 | 合金钢板、耐磨钢板、船板、容器板、高强板 |
| 加工工艺 | 切割下料、打孔、折弯、卷管加工、调质 |
| 执行标准 | GB/T3077-2018、GB/T699-1999、GB713—2014 |
| 常用规格 | 厚6-900mm,宽1500-3880mm,长6000-188000 |
| 性能 | 抗高温、高压、低温,耐腐蚀 |
| 轧制 | 热轧、冷轧 |

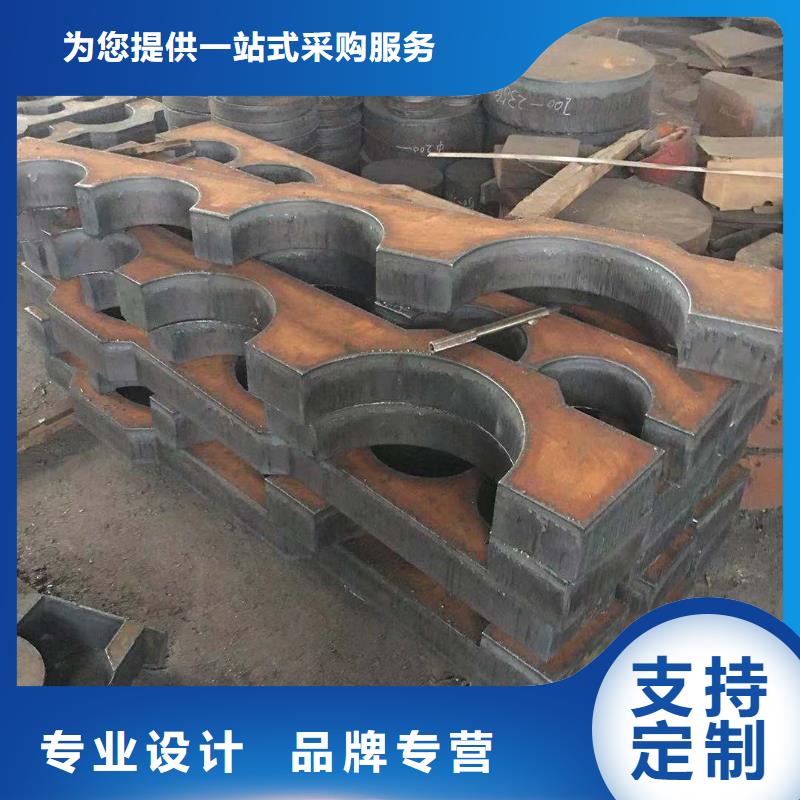




氧燃气切割、等离子切割、数控火焰切割、无齿锯切割
使用火焰加热切割机不但气割操作的自动化程度高,而且还具有切割精度高、材料利用率高、生产效率高等优点,但火焰加热切割机设备通常较贵,对操作者的综合技术要求也比较高,因此组合要应用于外形复杂,精度要求高的大尺寸工件的套牌料切割。
不同的钢铁制品制造企业在钢板激光切割的时候,其收费价格会有明显的差别。口碑声誉较好的服务机构,它能为客户选择提供帮助,因此,我们还是得更好来进行选择,以便能在性价比方面能有更突出的优势,进而能在使用中可起到的作用会更大。我们在进行产品选择的时候能更好来把握,进而能在服务水准方面更让人满意,为此,我们还是应更好来进行选择,便于达到预期的效果。
对特厚钢板切割价格高低多做了解,将是寻求较好性价比的重要手段,只有能在品质上更优,才能让更多的消费者认可,毕竟越好的服务机构将更受欢迎。在进行产品选择的时候,应该多比较,以便能在性价比方面能有更突出的效果,所以我们还是应多了解,这对获得较好的服务会有很大的帮助,以便能在可靠性方面更佳。
采用激光切割机械来对钢板进行切割,根据不同的钢板厚度,切割收费价格也会发生变化,所以更科学来进行选择,将能在可靠性方面有更突出的效果。当然我们在进行产品选择的时候,还是得更好来确定,以便能在品质方面有很多不错的表现。
火焰切割设备的成本低并且是切割厚金属板 经济有效的手段,但是在薄板切割方面有其不足之处。与等离子比较起来,火焰切割的热影响区要大许多,热变形比较大。为了切割准确有效,操作人员需要拥有高超技术才能在切割过程中及时回避金属板的热变形。
激光切割:激光切割设备可切割4mm以下的不锈钢,在激光束中加氧气可切割20mm厚的碳钢,但加氧切割后会在切割面形成薄薄的氧化膜。切割的 厚度可增加到20mm,但切割部件的尺寸误差较大。
激光切割设备的价格相当贵,约150万元以上。线切割:电火花线切割简称线切割。它是在电火花穿孔、成形加工的基础上发展起来的。它不仅使电火花加工的应用得到了发展,而且某些方面已取代了电火花穿孔、成形加工。如今,线切割机床已占电火花机床的大半。剪板机:剪板机是借于运动的上刀片和固定的下刀片,采用合理的刀片间隙,对各种厚度的金属板材施加剪切力,使板材按所需要的尺寸断裂分离。剪板机属于锻压机械中的一种,主要作用就是金属加工行业。等离子切割机:等离子切割是利用高温等离子电弧的热量使工件切口处的金属部分或局部熔化(和蒸发),并借高速等离子的动量排除熔融金属以形成切口的一种加工方法。超高压水切割:超高压水切割又称水刀和水射流,它是将普通的水经过多级增压后所产生的高能量(380MPa)水流,再通过一个极细的红宝石喷嘴(Φ0.1-0.35mm),以每秒近千米的速度喷射切割,这种切割方式称为超高压水切割。



只要来聚贤丰汇金属材料有限公司签订 山西临汾锻造圆钢订货合同成功的客户,合同合计金额达到10w元以上的,立减1000元现金,做为感谢客户对我们公司 山西临汾锻造圆钢产品的信任与支持。凡是我们公司 山西临汾锻造圆钢产品的客户,全部免费上门安装、调试、培训,保证客户正常使用。


30CrMNSi钢板现货30CrMnSiA合金钢板哪里提货方便
钢材终端消费特别是建材终端消费较差已被高低频数据相互验证,但碳达峰大背景下各省下半年压减粗钢产量预期较强,同时相关部门又要求大宗商品保供稳价,单边操作方向不明不确定性较大。因此建议投资者下半年在黑色市场的操作可以更多考虑套利相关策略。笔者在三季度钢材投资报告上已提出多螺空焦套利投资策略,本周此策略走势较好,笔者认为此策略仍可继续,因此撰写了此篇策略报告。
钢厂亏损焦化利润高,产业链利润分配不合理需修复
上海螺纹钢价格由5490元/吨下降至4900元/吨,累计下跌10.74%;青岛港铁矿石PB粉由1308元/吨上涨至1495元/吨,累计上涨14.3%;山东准一级冶金焦市场价格由2360元/吨上涨至2900元/吨,累计上涨22.88%;上海地区普碳废钢的价格3100元/吨上涨至3200元/吨,累计上涨3.23%。钢材价格下跌,主要原料大幅上涨,钢厂利润大幅压缩,截止7月1日收盘,螺纹钢高炉即期利润亏损430元/吨(因PB、纽曼、卡粉等主流中高品矿粉的价格与盘面标的物超特粉的价差处于历史 值,其中PB与超特的价差440元/吨,而两者的历史价差均值为135元/吨,钢厂生产更多用的是主流中高品矿粉,因此盘面利润虚高,参考意义不大)。钢厂亏损主动限产检修将增加,利多做多钢厂利润头寸。截止7月2日收盘,全国独立焦化企业平均利润727元/吨。钢厂亏损焦化利润高位,而且钢厂的产业集中度高于焦化企业产业集中度,目前的产业链利润分配不利于钢铁产业的发展,产业链利润分配不合理需修复。
下半年压减产量预期较强,钢厂需利润投资低碳冶炼。
30CrMNSi钢板现货30CrMnSiA合金钢板哪里提货方便
我国在第七十五届联合国大会正式宣布:“中国二氧化碳排放力争2030年前达到峰值,努力争取2060年前实现碳中和”。根据中国冶金协会测算,钢铁行业碳排放量约占全国总排放量15%。因此钢铁行业碳达峰对全国实现碳达峰至关重要。行业层面:冶金规划研究院编制的《钢铁行业碳达峰及降碳行动方案》,初步制定2025年前钢铁行业实现碳达峰,2030年碳排放量较峰值减少30%。企业层面:全球 钢铁企业中国宝武集团宣布2023年实现碳达峰,2030年较峰值下降30%,2050年实现碳中和。全球第三大钢铁企业河钢集团宣布2022年实现碳达峰,2025年较峰值下降10%,2030年较峰值下降30%,2050年实现碳中和。工部在第十一届中国国际钢铁大会上表示控制粗钢产量是主要、立竿见影的减碳措施。
人民日报在6月15日刊文表示北京2012年就已经实现碳达峰,上海提出2025年实现碳达峰,深圳提出2025年实现碳达峰,各省市将陆续公布碳达峰时间表。目前安徽省和甘肃省表示为完成粗钢产量考核目标,今年粗钢产量不得超过去年,据相关媒体报道,今年江苏省各企业整体粗钢产量不能超过去年。因上半年各省粗钢产量同比均增加,为实现今年粗钢产量不得超过去年,下半年各省均要压减粗钢产量,利多做多钢厂利润头寸。
另外钢铁行业要实现低碳冶炼,长流程端比较主流的是用富氢冶炼工艺替代喷吹煤和焦炭,冶炼工艺和路径的调整以及铁后端碳排放的捕捉均需要大量资金投入,因此钢厂需要利润。
30CrMNSi钢板现货30CrMnSiA合金钢板哪里提货方便


20g锅炉钢板切割后期导致变形是什么原因
在厚钢板切割中,温度是从上表面向下递减的,切割开始时,氧气压力逐渐增加, 在钢板厚度方向达到一致,这就造成在切割起始位置钢板厚度方向燃烧不一致,工件切割起始端产生缺陷,为避免缺陷的产生可采用以下方法:
1,采用圆弧进刀增加引入线长度,避免直接切入点,此方法使用效果较好,生产中得到较为广泛的使用,其缺点是浪费材料。
2,采用引燃棒,该方法就是在切入点处紧贴钢板厚度增加一块钢板,贴紧处不应有缝隙,割刀应从引燃棒上切聚贤钢板切割入,引燃棒将引导割矩火焰至钢板底部,使钢板上下燃烧速度达到一致,得到好的切割段面,引燃棒可采用切割下来的边角料代替,此种方法减少了工件与板边的距离,减少了边角余料的产生,有效地提高了板材利用率,引燃棒在切割特厚钢板中较为实用。
堆焊复合钢板由于硬度高,双层特性,因此机加工需要注意以下事项:。
切割:可用等离子切割,水刀,电火花,碳弧,砂轮锯将大面积复层钢板切割成所需要的形状,方法是用空气或者惰性气体等离子弧进行天津钢板零割切割,方法是从合金背面开始切割,碳弧切割应从基板一面开始切割,如果采用锯片,只能进行直线切割,需要采用碳化硅锯片。
20g锅炉钢板切割后期导致变形是什么原因
弯曲:堆焊复合钢板可以进行冷加工成型,根据需要弯曲成所需要的形状,或弧或圆,凹面成型,合金裂纹由于向内应力将紧闭,凸向成型,裂纹将变大开裂,这是正常现场,如果开裂过大,使用相应焊条进行修补,卷曲成管,按小弯曲半径进行。
开孔:大孔可以采用等离子切割,小孔使用水刀,电火花等,无锡钢板加工装配螺栓用的沉头孔可以采用特殊工艺进行加工。
焊接:大面积复合钢板的母材是可焊接性能很好的钢板,需要两块钢板拼接时,可先将背面母材焊接在一起,然后用相应的堆焊焊条将正面堆焊层填平补齐,堆焊复合钢板也可以焊接到其他钢结构上。
塞焊:可用等离子或者碳弧气刨在堆焊复合钢板上开孔,通过塞焊的方法与其他钢结构件连接。
螺栓固定:可以焊接方法将螺栓焊接到钢板的母材上,然后与其他工件连接,也可以在堆焊复合钢板上开孔,通过螺栓与其他工件连接。
20g锅炉钢板切割后期导致变形是什么原因
钢板在后期加工时,会因为翘曲导致切割后变形,造成工件报废,影响用户正常使用,同时造成企业经济损失,分析认为钢板经热轧后内部及上下表面存在残余应力,如果残余应力沿钢板宽度和长度方向呈不均匀分布,将会对钢板截面产生一个力矩,使钢板在分切后发生翘曲,控制措施是:。
层流冷却造成的内应力不均衡问题主要是由3种不均匀冷却导致:(1)横向冷却严重不均匀,(2)厚度方向冷却不对称,(3)横向和厚度方向冷却不均匀混合。
控制冷却的横向均匀性和厚度方向的对称性,是控制中厚板平直度,降低内应力的条件,横向冷却侧喷方案是通过改进下集管横向角度和驻水点等措施达到层流冷却温度控制均匀性。
矫直能改善钢板残余应力分布,当钢板在横断面上有应力分布不均时,可以需要采取弯辊措施以增加局部变形的方法来补偿纵向纤维的长短不齐,达到波浪弯,均匀化钢板内应力的目的,调节矫直机横向的凸度值调节也是改善钢板残余应力分布的重要措施。


