

产品视频展示,助您洞悉医用脱脂紫铜管现货直发货到付款产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
以下是:医用脱脂紫铜管现货直发货到付款的图文介绍

辰昌盛通金属材料有限公司位于经济技术开发区1号路东,公司是集产品研发、生产制造、销售为一体的高新技术企业,从事生产 甘肃金昌压花铝板。
公司具有在 甘肃金昌压花铝板行业从业十几年的经验、技术及市场优势,自成立之日起就秉承“国际定位、带领市场”的创业理念。现产品: 甘肃金昌压花铝板等。我们的产品广泛应用于粮油、食品、饮料、医药、化工、肥料、水泥、玻璃、摩擦材料、耐火材料、钢铁、建材等众多行业。
公司拥有一支敬业、合作、团结奋斗的开发与工程技术服务队伍,汇聚了人才优势和技术优势,使公司在产品开发与产品质量上在业内处于主要位置。


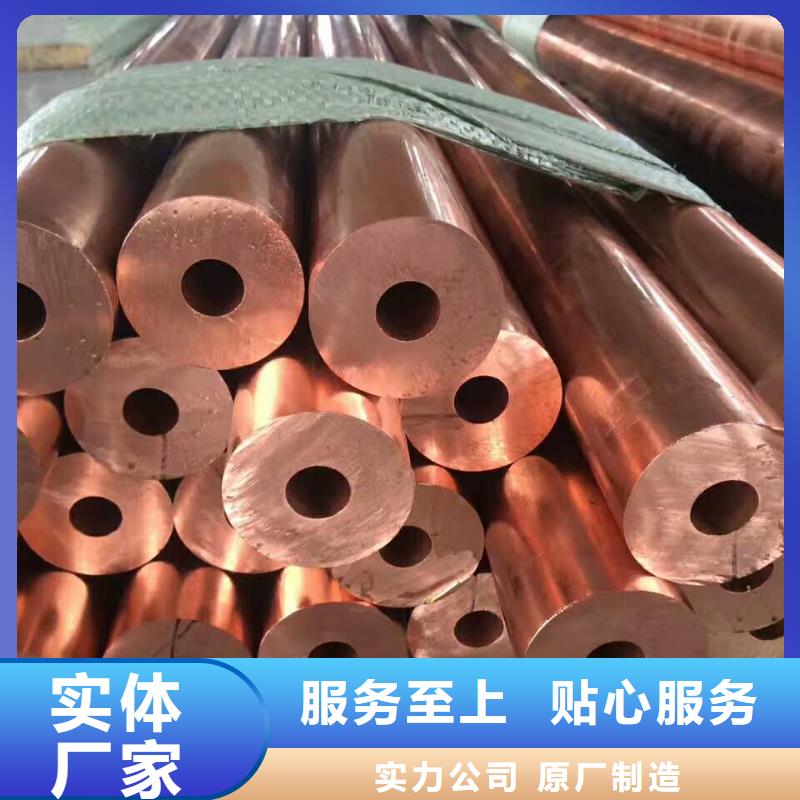
铜管(又称为紫铜管),常用于自来水管道、供热以及制冷管道,可在不同环境中使用。铜管集金属与非金属管的优点于一身,在冷热水系统
铜管
铜管
中独占熬头,是 的连接管道。铜管耐火且耐热,在高温下仍能保持其形状和强度,不会有老化现象。
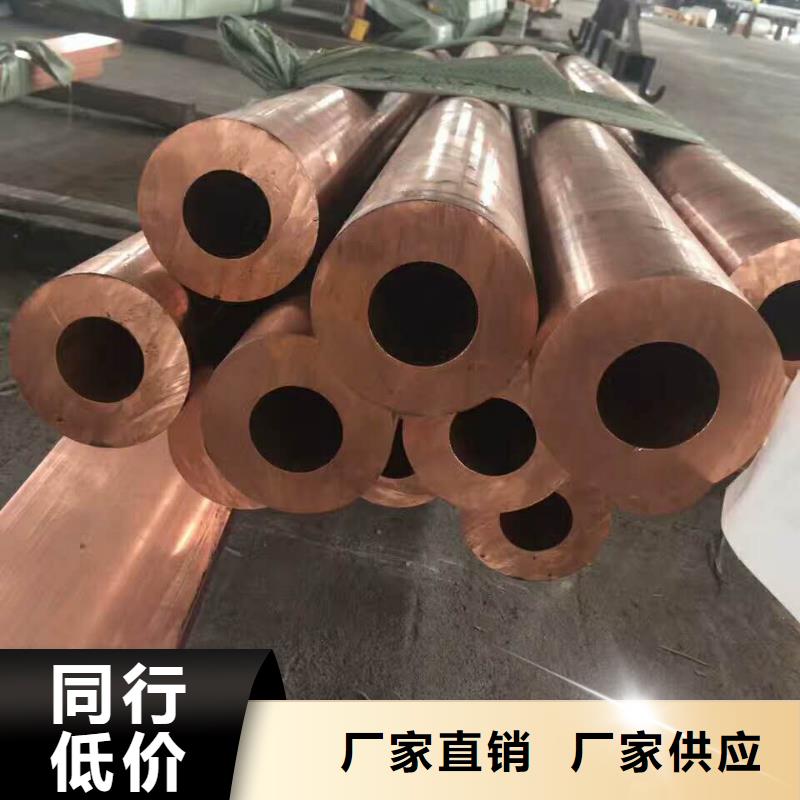
铜管的耐压能力是塑料管和铝塑管的几倍乃至几十倍,它可以承受当今建筑中 水压。在热水环境下,随着使用年限的延长,塑料管材的承压能力显著下降,而铜管的机械性能在所有的热温范围内保持不变,故其耐压能力不会降低,也不会出现老化的现象。
铜管的线性膨胀系数很小,是塑料管的1/10,不会因为过度的热胀冷缩而导致应力疲劳破裂。
铜管的强度更大,在保证有效内径要求下,外径更小,更适于暗埋。
铜管
铜管
中独占熬头,是 的连接管道。铜管耐火且耐热,在高温下仍能保持其形状和强度,不会有老化现象。
铜管的耐压能力是塑料管和铝塑管的几倍乃至几十倍,它可以承受当今建筑中 水压。在热水环境下,随着使用年限的延长,塑料管材的承压能力显著下降,而铜管的机械性能在所有的热温范围内保持不变,故其耐压能力不会降低,也不会出现老化的现象。
铜管的线性膨胀系数很小,是塑料管的1/10,不会因为过度的热胀冷缩而导致应力疲劳破裂。
铜管的强度更大,在保证有效内径要求下,外径更小,更适于暗埋。



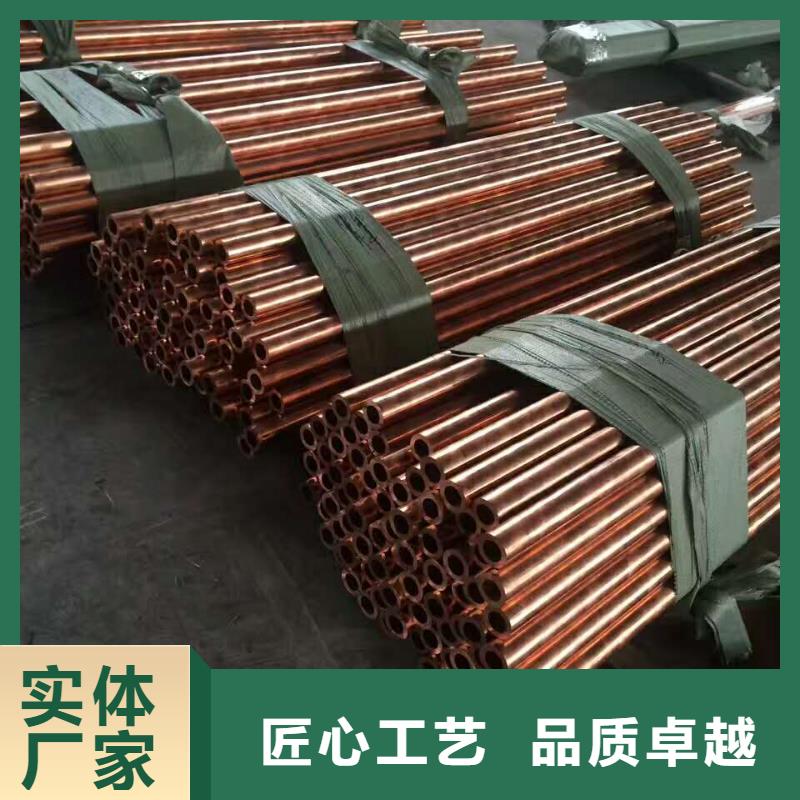
1、T2紫铜管的化学成分列表及使用
T1紫铜管的化学成份 Cu+Ag99.95%,P0.001%,Bi0.001%,Sb0.002%,As0.002%,Fe0.005%,Ni0.002%,Pb0.003%,Sn0.002%,S0.005%,Zn0.005%,O0.02%。 T2紫铜管的化学成份 Cu+Ag99.95%,Bi0.001%,Sb0.002%,As0.002%,Fe0.005%,Pb0.005%,S0.005%。
综上咱们能够分析,T2紫铜管因为杂质较T1紫铜管更少,所以愈加具有的导电性、导热性、延展性和耐蚀性。所以用T2紫铜制造而成的T2紫铜管,具有高度导电性,导热性,延展性和耐腐性性,是用于制造换热设备(如冷凝器等)、以及高精度液压测验体系的不贰挑选。一起因为以上特性,因而它被广泛用于制造发电机、母线、电缆、开关设备、变压器等电工器件和热交换器、管道、太阳能加热设备的平板集热器等导热器件。
相关内容:
直销T3紫铜管 直销:T1、T2、T3紫铜管
T1紫铜管的化学成份 Cu+Ag99.95%,P0.001%,Bi0.001%,Sb0.002%,As0.002%,Fe0.005%,Ni0.002%,Pb0.003%,Sn0.002%,S0.005%,Zn0.005%,O0.02%。 T2紫铜管的化学成份 Cu+Ag99.95%,Bi0.001%,Sb0.002%,As0.002%,Fe0.005%,Pb0.005%,S0.005%。
综上咱们能够分析,T2紫铜管因为杂质较T1紫铜管更少,所以愈加具有的导电性、导热性、延展性和耐蚀性。所以用T2紫铜制造而成的T2紫铜管,具有高度导电性,导热性,延展性和耐腐性性,是用于制造换热设备(如冷凝器等)、以及高精度液压测验体系的不贰挑选。一起因为以上特性,因而它被广泛用于制造发电机、母线、电缆、开关设备、变压器等电工器件和热交换器、管道、太阳能加热设备的平板集热器等导热器件。
相关内容:
直销T3紫铜管 直销:T1、T2、T3紫铜管



铜管处理:切管、喇叭口及杯形口制造、相关注意事项
铜管处理-切管
1.将整卷铜管置於帄面上压帄铜管。 2.运用钢尺丈量所需冷冻铜管之尺度。 3.以切管器堵截冷冻铜管。 4.铜管堵截后,以锉刀将管口锉帄,再以铜管 铣刀或铰刀将内缘毛边刮除乾净。
铜管处理-喇叭口制造
1.将铜管正确置於夹管砧板中,使铜管显露砧板约45度斜角高度的1/3。 2.固定铜管於砧板上,旋紧夹管砧板上的螺丝。 3.将喇叭口扩管器装置於砧板上。 4.旋转喇叭口扩管器把手,直到喇叭口冲杆将 铜管紧压在砧板上之斜面上。 5.旋出喇叭口扩管器,放松夹管砧板上的螺丝,取出铜管即可。
喇叭口制造-注意事项
铜管毛边必须刮除乾净,不得有裂缝及倾斜现象。将喇叭口螺帽套入铜管,查看能否旋转自若,并能与喇叭口接头密合。制造喇叭口之前应先检视铜管另一端可有曲折、变型、焊接或接头,若有则应先行套入喇叭口螺帽,不然等喇叭口制造完成后,则无法套入螺帽。
铜管处理-杯形口制造
1.运用切管器将铜管切取二段后,再用锉刀或铣刀修整器去除铜管毛边。 2.将铜管置於砧板上,铜管显露砧板之高度约等於冲杆由底部至斜面高度,然后固定铜管夹紧砧板。 3.挑选与铜管管径相同之冲杆,将冲杆套入铜管 中。 4.左手持冲杆,右手持榔头,笔直敲击冲杆,每击打一次左手即旋转一次冲杆,使其松动,然后再击打冲杆,直到冲杆打入管内停止。5.取出扩管冲及放松夹管砧板上的螺丝,取出 铜管。 6.运用砂纸、钢丝刷及抹布清洁铜管,并查看扩管处是否有裂缝、压扁或变形。 7.将另一段未扩管铜管套入扩管部份,查看其松紧程度。 8.查看杯型口之长度是否等於套入铜管之管径。
杯形口制造-注意事项
1.不得在铜管曲折处扩杯型口,避免杯型口不正而影响铜管之刺进。 2.不要在喇叭口邻近制造杯型口,避免杯型口焊接后影响喇叭口密合强度。 3.不行在运用尖嘴钳使管口扩展,如此铜管强度减低,并且无法与刺进之铜管密合。4.不行只作简略之喇叭口替代杯型口,由于接合强度缺乏并且密合不良。
铜管处理-切管
1.将整卷铜管置於帄面上压帄铜管。 2.运用钢尺丈量所需冷冻铜管之尺度。 3.以切管器堵截冷冻铜管。 4.铜管堵截后,以锉刀将管口锉帄,再以铜管 铣刀或铰刀将内缘毛边刮除乾净。
铜管处理-喇叭口制造
1.将铜管正确置於夹管砧板中,使铜管显露砧板约45度斜角高度的1/3。 2.固定铜管於砧板上,旋紧夹管砧板上的螺丝。 3.将喇叭口扩管器装置於砧板上。 4.旋转喇叭口扩管器把手,直到喇叭口冲杆将 铜管紧压在砧板上之斜面上。 5.旋出喇叭口扩管器,放松夹管砧板上的螺丝,取出铜管即可。
喇叭口制造-注意事项
铜管毛边必须刮除乾净,不得有裂缝及倾斜现象。将喇叭口螺帽套入铜管,查看能否旋转自若,并能与喇叭口接头密合。制造喇叭口之前应先检视铜管另一端可有曲折、变型、焊接或接头,若有则应先行套入喇叭口螺帽,不然等喇叭口制造完成后,则无法套入螺帽。
铜管处理-杯形口制造
1.运用切管器将铜管切取二段后,再用锉刀或铣刀修整器去除铜管毛边。 2.将铜管置於砧板上,铜管显露砧板之高度约等於冲杆由底部至斜面高度,然后固定铜管夹紧砧板。 3.挑选与铜管管径相同之冲杆,将冲杆套入铜管 中。 4.左手持冲杆,右手持榔头,笔直敲击冲杆,每击打一次左手即旋转一次冲杆,使其松动,然后再击打冲杆,直到冲杆打入管内停止。5.取出扩管冲及放松夹管砧板上的螺丝,取出 铜管。 6.运用砂纸、钢丝刷及抹布清洁铜管,并查看扩管处是否有裂缝、压扁或变形。 7.将另一段未扩管铜管套入扩管部份,查看其松紧程度。 8.查看杯型口之长度是否等於套入铜管之管径。
杯形口制造-注意事项
1.不得在铜管曲折处扩杯型口,避免杯型口不正而影响铜管之刺进。 2.不要在喇叭口邻近制造杯型口,避免杯型口焊接后影响喇叭口密合强度。 3.不行在运用尖嘴钳使管口扩展,如此铜管强度减低,并且无法与刺进之铜管密合。4.不行只作简略之喇叭口替代杯型口,由于接合强度缺乏并且密合不良。
