


想知道钢筋笼地滚笼机宝华产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:钢筋笼地滚笼机宝华的图文介绍

建贸机械设备有限公司
建贸机械设备有限公司一家以 湖南娄底五机头钢筋弯箍机研发、生产、销售于一体的高科技企业,聚合国内先进的生产工艺、技术和原材料,并具有一支务实,的管理团队,我们对高技术的 湖南娄底五机头钢筋弯箍机有特别的优势,也愿意在此范畴内进一步投入,加大研发力度。
公司通过多年的实践积累过程中,不断的建立和完善售后服务网络,深受用户的信赖和好评。同时公司还拥有一支高素质的研发,生产,管理和销售队伍。


成本方面:主筋焊接法主要采用双面焊10D,钢筋浪费较大,采用套筒连接法,主要节约在钢筋接头和焊接人工上。好进行详细的成本测算(计算人工、机械、电费、工效、材料等综合费用)。如果熟练,制作中控制的好,套筒连接还是有优势的。根据温绕七标和宁波绕城十一标的测算,采用套筒成本还是节省的。根据台晋4标,还是对焊比较划算。
绕筋机采用套筒连接需注意哪些事项?切丝头和加工长度、钢筋端头要切平,这些是制作工艺要点。采用套筒时要切平钢筋头有点费工,对中要先对好,接口的主筋要标号,便于套筒连接,可在主筋标上号,防止一头少一头多。制作的时候先对好(要求场地足够大),主筋用套筒连接法在钢筋笼下放比焊接工艺要大大缩短时间。以上讨论的是钢筋笼主筋焊接制作工艺,为了工效,节省成本,我们要积极采用新材料、新工艺、新。
钢筋笼主筋连接建议采用新:套筒螺纹连接法。施工方面经实践检验采用套筒连接法比,但使用之前应进行经济效益详细分析、核算。
绕筋机采用套筒连接需注意哪些事项?切丝头和加工长度、钢筋端头要切平,这些是制作工艺要点。采用套筒时要切平钢筋头有点费工,对中要先对好,接口的主筋要标号,便于套筒连接,可在主筋标上号,防止一头少一头多。制作的时候先对好(要求场地足够大),主筋用套筒连接法在钢筋笼下放比焊接工艺要大大缩短时间。以上讨论的是钢筋笼主筋焊接制作工艺,为了工效,节省成本,我们要积极采用新材料、新工艺、新。
钢筋笼主筋连接建议采用新:套筒螺纹连接法。施工方面经实践检验采用套筒连接法比,但使用之前应进行经济效益详细分析、核算。



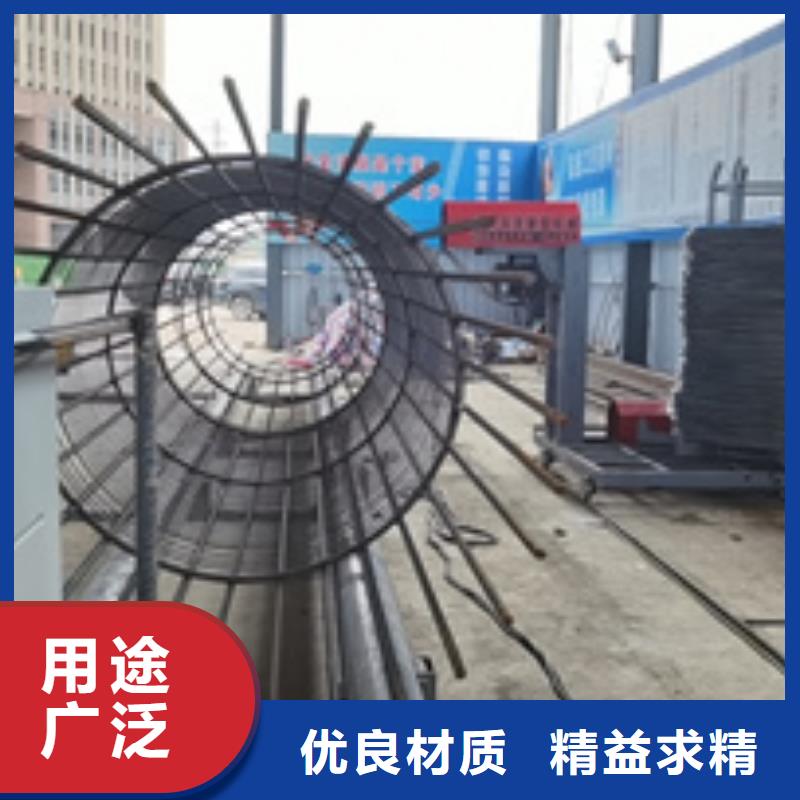
绕筋机工地3000型钢筋笼滚笼机的搭接,可采取先搭接主筋再做笼子,或先做成笼子后再进行二节笼子的搭接,先搭接主筋再做笼子:把9米的钢筋通过对焊或套筒连接成9米~29米的主筋,再用滚焊机加工成较长的笼子,先用设备做成9米或12米的标准节,再通过搭接焊或帮条焊的方式,把二节短笼子搭接成为较长的笼子。
工地3000型钢筋笼滚笼机具有以下优点:
(1) 设备只需1人操作;
(2) 高质量:计算机控制系统可以确保纵向钢筋非常好地处在一条直线上;
(3) 计算机控制系统可以控制螺旋筋间距,钢筋笼不会出现扭转现象。
(4) 具有焊接机器人,实现自动焊接。



3、为了节省金属,减轻重量,减小焊接结构的变形,并疲劳强度,半自动钢筋笼滚焊机可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。
4、铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效。焊接时,将圆铜线不断地送到滚轮与板件之间,铜线呈原状连续输送,经过滚轮后又连续绕出且不会污染滚轮。
5、半自动钢筋笼滚焊机焊接波纹管和膜盒时,因零件薄,刚度小,焊接处窄,多采用辅助夹具滚焊。通常情况下,夹具采用铜合金制造,以保证良好的导电性及散热能力。
绕筋机● 轮缘结构进行了优化设计,摒弃之前方钢冷弯后加工的工艺,更改为原材料为高强度的无缝钢管,经过精密的冷弯成型,之后直接使用。如此轮缘与支撑辊的圆面接触,增大了接触面。使得设备运行更加平稳且, 设备运行惯量大大降低;
4、铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效。焊接时,将圆铜线不断地送到滚轮与板件之间,铜线呈原状连续输送,经过滚轮后又连续绕出且不会污染滚轮。
5、半自动钢筋笼滚焊机焊接波纹管和膜盒时,因零件薄,刚度小,焊接处窄,多采用辅助夹具滚焊。通常情况下,夹具采用铜合金制造,以保证良好的导电性及散热能力。
绕筋机● 轮缘结构进行了优化设计,摒弃之前方钢冷弯后加工的工艺,更改为原材料为高强度的无缝钢管,经过精密的冷弯成型,之后直接使用。如此轮缘与支撑辊的圆面接触,增大了接触面。使得设备运行更加平稳且, 设备运行惯量大大降低;
