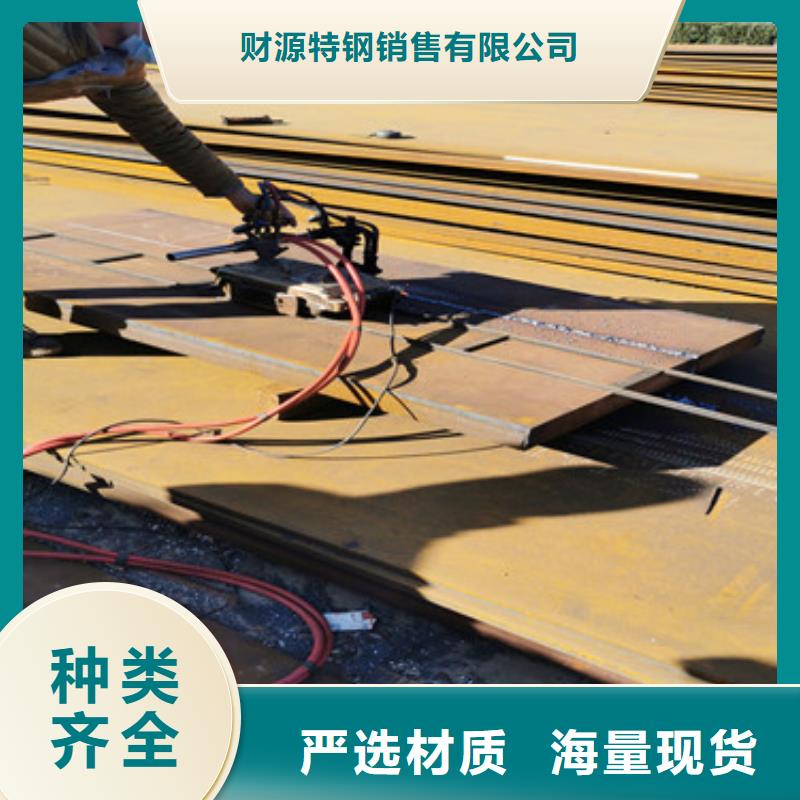

产品详细介绍
产品细节图

耐磨管、堆焊技术中焊前准备
焊前预热
1、立磨磨辊自动堆焊时,一般不需要进行焊前预热,但是当环境温度低于5℃,应考虑采取预热措施,预热温度以20℃~ 40℃为宜。
2、辊压机挤压辊堆焊时应根据基体材质的碳当量来确定预热温度,在线焊时预热温度应低于200℃。
焊前处理
1、耐磨板堆焊设备硬面堆焊再制造的焊前处理
1)对磨损失效的磨辊套或磨辊衬板、磨盘耐磨衬板堆焊前应进行焊前处理,耐磨件待焊处的油污、锈迹及其它杂物,通过气刨等方式去除耐磨件上存在的不牢固裂纹部分。
2)对磨损失效的挤压辊堆焊前应进行焊前处理,用碳弧气刨等方式去除辊面上不完整的花纹层、硬面层及疲劳层,去除部分应尽量少。处理过程中要注意辊面的平整和辊体椭圆度,处理后以适当方法维持辊体的椭圆度≤3mm,而后彻底辊面上的残渣和渗碳层,探伤确认无裂纹后清洗辊面并干燥


厚钢板极厚能做到多少?财源特钢销售有限公司:一般钢板,规定薄板厚度,小于等于3毫米但通常取4毫米。中板3(或4)毫米到20毫米。厚板20到60毫米。特厚板60到600毫米。国外可厚达700毫米!当然要是有需求也可以联系钢厂按你的要求协商订制!中厚板坯料设计的主要内容和步骤具体是什么?坯料设计,又称为原料设计。中厚板坯料设计是中厚板生产中的重要环节之一,中厚板轧机所用坯料的尺寸,即原料的厚度、宽度、长度直接影响到轧机的生产率、坯料的成材率以及钢板的力学性能。坯料设计的一般步骤为:首先根据成品规格与用户要求选择轧制方式,满足压缩比、展宽比两个条件,考虑烧损、切损、厚差、取样、定尺等其他因素,然后确定合理的切边量和切头尾量,计算原料重量,超后在坯料库按一定的优先顺序选择合适的板坯。财源特钢销售有限公司以专业销售NM360耐磨板、NM400耐磨板、NM450耐磨板、NM550耐磨板等。
可以根据客户需求定轧钢板,代用户切割半成品及成品的钢板切割件。厚度:1-150MM 宽度:1250-2550MM 规格齐全牌号众多。



公司实力

财源特钢销售有限公司自创建以来,秉承“人以诚为本、利以信为先 ”的核心理念和“薄利多销、互利共赢”的经营理念。为客户提供优质、的 广东中山涟钢mn13耐磨板采购解决方案。在激烈的市场竞争中,树立了良好的公平、公正的企业形象,把握市场机遇,将公司做大做强。也得到了厂商、同行业及广大客户的一致好评和认可。 公司通过十余载的不懈努力,与多家大型 广东中山涟钢mn13耐磨板厂建立了良好的合作伙伴关系,公司坚持以诚信广交朋友,以服务增进感情,真诚为广大客户创造价值,为广大客户提供优质可靠的 广东中山涟钢mn13耐磨板产品和全心全意的服务。
