更新时间:2025-01-13 17:50:56 浏览次数:15 公司名称:聊城 新物通物资有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 到付 |
| 供货总量 | 9999 |
| 运费说明 | 3 |
| 产地 | 山东 |
| 品牌 | 正强 |
| 材料 | 圆钢 |

| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 到付 |
| 供货总量 | 9999 |
| 运费说明 | 3 |
| 产地 | 山东 |
| 品牌 | 正强 |
| 材料 | 圆钢 |
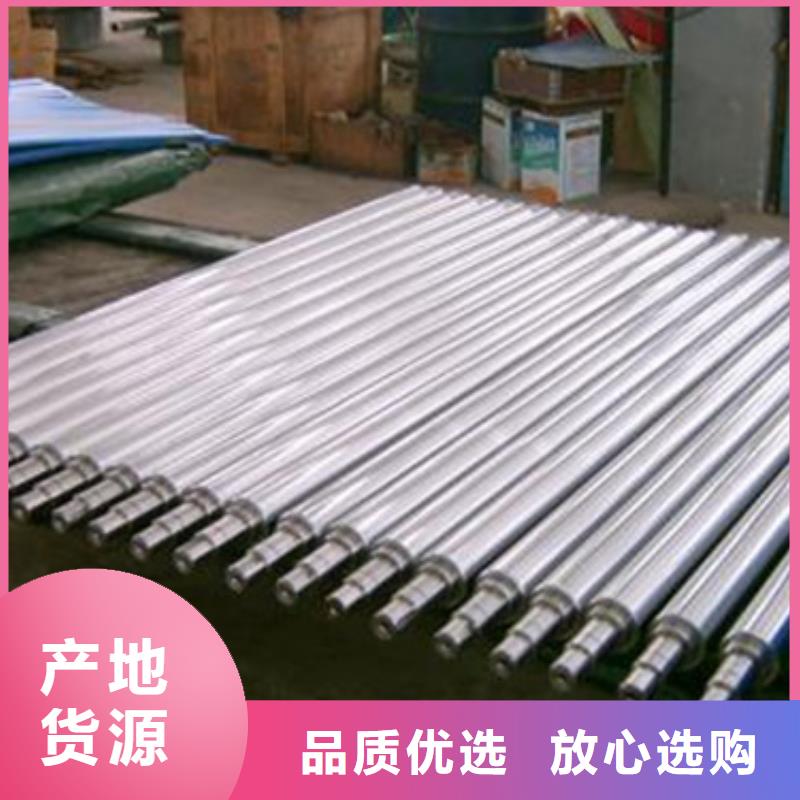
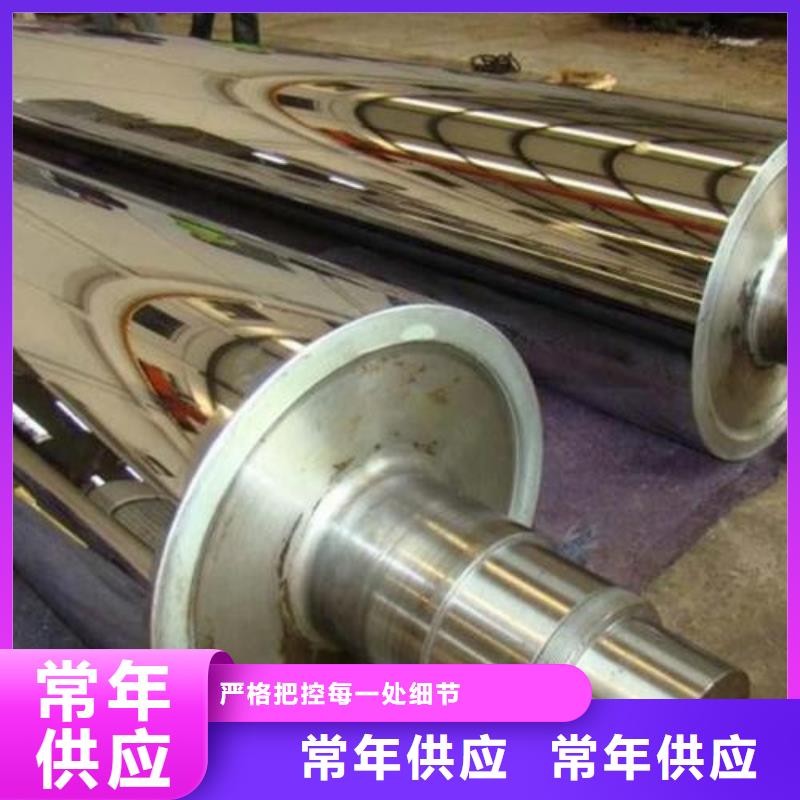
新物通物资有限公司是一家自主研发,销售一体的现代化企业,公司主要生产【四川攀枝花不锈钢厂家、2205不锈钢管、精密异形钢管、冷拔异型钢管】,品质好,质量高,客户至上,欢迎垂询。


9、冷轧机工作前应补充给冷却液、润滑液。
10、经常检查轧辊组,轧片是否松动。
11、装换辊片时需将两组轧辊头分离一定距离,并且每组辊片之间应有一定间隙后才可装取轧辊组。
12、润滑剂、冷却液应经常补足。
13、每次更换轧辊片时,应清洗机架及轧辊组进出孔内的铁屑等杂物。
14、作业中避免钢筋打结或乱线。
一、是正确判断使用次数。高速钢轧辊两次磨削之间的使用次数,取决于每次下机后辊面氧化膜和粗糙度保持状况。在正常情况下,前段机架可使用3次~7次,后段机架可使用2次~4次,CPC高速钢轧辊甚至可以使用10次以上。
二、是利用辊面探伤手段避免轧辊失效事故。高速钢轧辊下机后须立即进行水冷或空冷,确保下次使用前热膨胀。高速钢轧辊易萌生热裂纹,如遇轧制异常停机须要立即更换高速钢轧辊。为了避免轧辊剥落等失效事故,轧辊冷却后应采用超声波探伤仪进行辊面裂纹检测。



在轧制中,轧件与轧辊相互作用,轧件在轧辊作用下产生塑性变形,轧机、轧辊等受轧件的反力产生弹性变形。当然,轧件也伴有小的弹性变形,通过轧辊后有极小的弹性变形量恢复,增加了轧件厚度。如图所示,厚度为H的轧件经过轧辊压下Δh总,但由于轧辊弹性变形,轧件减少压下Δh1;同时轧件出轧辊后,由于弹性变形恢复,轧件压下减少Δh2。结果,轧件实际压下量Δh=Δh总-Δh1-Δh2当Δh总=Δh1+Δh2当时,轧件通过轧辊将不产生压下,这时的轧件厚度即是小可轧厚度。斯通(M.D.Stone)、罗伯茨(W.L.Roberts)、福特-亚历山大(H.Ford)-(J.M.Al-exander)等人都对小可轧厚度公式做过理论推导。
按斯通推导的计算公式,小可轧厚度 hmin=3.58DμK / D



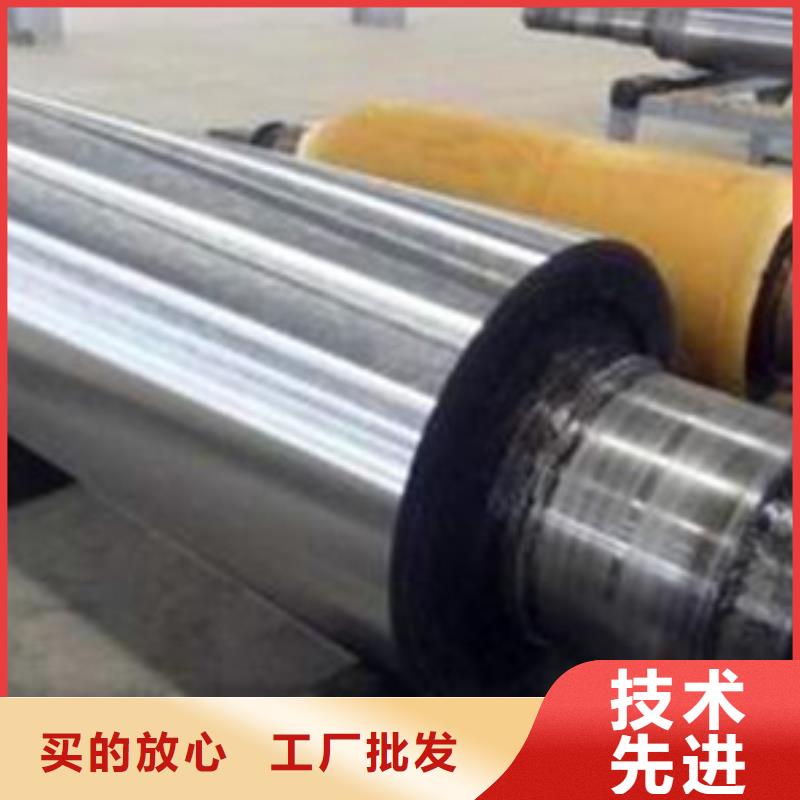
如果是因为机械应力产生的断裂,需要很大的机械应力。经粗略计算,如此大截面的高铬铸钢轧辊若被机械应力拉断,则需要100MN以上的拉力,对于该轧辊工作的轧机来说这是不可能的。轧辊受力 的部位是传动端辊颈,如果材料的力学性能指标不足,正常轧制情况下首先损坏的是传动端辊颈。从实际轧制和断辊情况来看,不是由于机械应力造成辊身断裂。
对组织应力影响 的就是外层组织中残余奥氏体含量。残余奥氏体在轧制温度,轧制压力和水冷的交变作用下,发生奥氏体向马氏体或贝氏体的转变,由于奥氏体的比容小,而马氏体的比容大,因而在组织转变的过程中伴随着体积的膨胀,会致使轧辊的工作层产生更大的压应力,芯部产生更大的拉应力,芯部应力一旦超过材料的强度,必然造成轧辊断裂。考虑到残余奥氏体对组织应力的影响及热带连轧机轧辊的工作条件,一般轧辊的残余奥氏体含量控制在小于5%即可保证使用。该断裂轧辊的外层组织中残余奥氏体含量小于1%,故组织应力可以忽略不计。