





南恩物资有限公司拥有 辽宁辽阳槽钢销售人员和技术人才,更好的为广大用户适合自己企业的 辽宁辽阳槽钢产品,同时让用户体验无后顾之忧的服务,历经十年,我们已经成为百余家企业单位的合作伙伴。
让客户放心满意是我们的服务宗旨, 以“诚信守法、注重绩效、不断变革”为企业价值观,我们正努力实践“为顾客创造价值,为员工谋求发展,为社会承担责任”的经营理念,致力于打造辽宁辽阳可靠的 辽宁辽阳槽钢供应商。



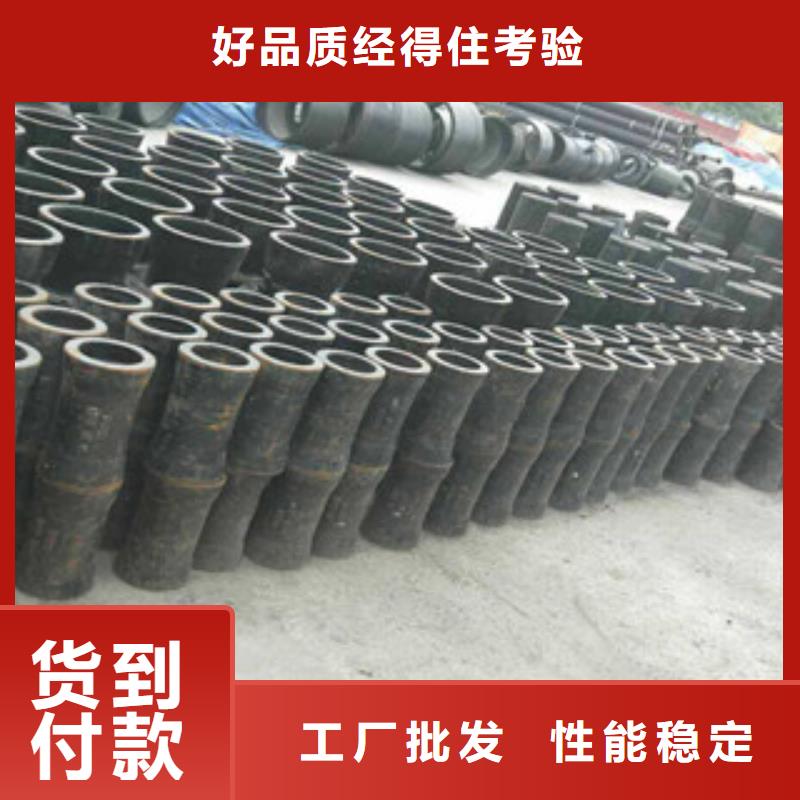
重庆南恩物资有限公司c q n e是专业生产球墨铸铁管及管件的民营企业!面积100000平方米,总投资3亿元,生产规格:DN80、DN100、DN150、DN200、DN300、DN400、DN500、DN600、DN700、DN800、DN900、DN1000、DN1200等,技术设备先进,先后在多个城市设有销售点,是山东球墨铸铁管公司中大的综合性企业,公司产品以通过质检部门的检测合格。
我公司球墨管均符合ISO2531-98E标准,采用炼铁高炉生产的低磷、低硫的优质铸造铁水,球墨铸铁管按当前上先进的离心铸造、退火工艺,水冷金属型离心铸管机浇铸而成,经过退火、承插口修整、水压试验、内壁衬层水泥、水泥衬层养生、水泥内衬、外壁涂敷沥青漆、沥青漆烘烤、承口防锈处理、喷唛头及包装等多道工序的精心处理,具有度、高延伸率、耐腐蚀的钢筋铁骨。球墨铸铁管价格接口形式为T型,标准壁厚级别为K9级、10级或更高级别,标准有效长度为6米公司所有产品均依照质量管理体系生产,产品质量达到了先进水平。
生产有何要求:
1、管道的埋设深度应依据冰冻程度、外部荷载与其它管道穿插等要素断定。在通常情况下,埋设深度可在冰冻
在实践生产中另一影响铸件壁厚差的要素是铸型的跳动线以下0.2米处,并契合如下条件:当管径大于100mm时,管顶小埋深为1.20米。 <BR>
2、规划沟槽底宽通常为管外径加0.5米,并依据土质情况,断定开挖斜度(i),制作沟槽剖视图。<BR>
3、球墨铸铁管与其它管材相同,均匀流的沿程水头丢失也为hf=λ/dv2/2g,所不一样的仅仅“λ”(水力摩阻系数),即水头丢失可按原铸铁管部分阻力丢失核算。 <BR>在规划中,此外离心铸造球墨铸铁管铸件凝结自外及里,跟着凝结时间的延伸,内层能活动的金属液厚度会逐渐减小,终使偏疼值减小当估计有使水体流速发作骤变改变的能够时,应思考水锤压强,可按水力学有关公式进行核算。
产品能承受很高的内压,在进行水压实验中,实验压力比国际尺度和欧洲尺度都高出1MPa.球墨铸铁管还具有良好的抗外压性,可以降低管床和保护层制作的要求,使管道铺设既经济又可靠。
另外,外喷锌、喷沥青漆、内衬水泥等措施保证了铸管的内、外抗侵蚀性.我公司的喷锌质量符合ISO8179的划定,每平方米的管道小喷锌量为130g,沥青漆的厚度不低于70μm,水泥砂浆内衬质量符合ISO4179的划定,保证砂浆坚固密室、光滑、附着力强.
离心球墨铸铁管采用国内外先进的水冷铸造设备和 工艺,通过ISO9001国际质量体系认证,产品严格按照ISO2531国际标准组织生产和检验
近些年来,国内外有些舆论提出中国现在搞的究竟还是不是社会主义的疑问,有人说是“资本社会主义”,还有人干脆说是“ 资本主义”、“新官僚资本主义”。这些都是完全错误的。
我们说中国特色社会主义是社会主义,那就是不论怎么改革、怎么开放,我们都始终要坚持中国特色社会主义道路、中国特色社会主义理论体系、中国特色社会主义制度,坚持党的十八大提出的夺取中国特色社会主义新胜利的基本要求。



下面是球墨铸铁管件安装前的准备:
一、完成地基工程设计的各项内容,同时完成以下工作:
(1)已标出基础控制线和基础底标高线;
(2)复合地基、桩基等经检测单位检测合格;
(3)地基处理方案需有批准文件。
二、施工单位在地基工程完工后对工程质量进行了检查,确认工程质量符合有关法律、法规和工程建设强制性标准,符合设计文件要求,并提出经项目经理和施工单位有关负责人审核签字的建设工程质量施工单位(地基)报告;
三、监理单位对地基工程进行了质量评估,具有完整的监理资料,并提出经总监理工程师和监理单位有关负责人审核签字的天津市建设工程地基验收监理评估报告;
四、勘察、设计单位对勘察、设计文件及施工过程中由设计单位签署的设计变更通知书进行了检查,并提出经该项目勘察、设计负责人和勘察、设计单位有关负责人审核签字的质量检查报告,勘察单位工程质量检查报告、设计单位工程质量检查报告;
五、有完整的技术档案和施工管理资料,且满足天津市建设工程质量监督管理总站质量资料归档要求;
六、区规划建设管理局及其委托的区建设工程质量监督站责令整改的问题全部整改完毕。
影响大型铸件收缩率的因素
1.重力铸造
重力铸造是指金属液在地球重力作用入铸型的工艺,也称浇铸。广义的重力铸造包括砂型浇铸、金属型浇铸、熔模铸造,泥模铸造等;窄义的重力铸造专指金属型浇铸。
2.压力铸造
压力铸造是指金属液在其他外力(不含重力)的作用入铸型的工艺。广义的压力铸造包括压铸机的压力铸造和真空铸造、低压铸造、离心铸造等;窄义的压力铸造专指压铸机的金属型压力铸造,简称压铸。这几种铸造工艺是目前有色金属铸造中常用的、也是相对价格的。
3.砂型铸造
砂铸是一种传统铸造工艺,采用砂作为主要的成型材料。
砂型一般采用重力铸造,可用于低压铸造和离心铸造。砂型铸造的适应性非常广泛,小块,大块,简单的部分,复杂的部分,单片,大量可以采用。用于砂石铸造的模具,用于制造木材。木霉易变形,易损坏,除单个零件的砂铸件外,还可用于铝合金模具或树脂模具的高维精度和寿命。虽然价格已经有所改善,但仍然比金属铸造的模具便宜很多,在小批量生产和大部件生产中,价格优势尤其突出。此外,砂型比金属型更耐火,因此,铜合金和黑色金属等高熔点材料也在此过程中使用。砂型铸造,然而,也有一些缺点:因为每个砂浇注时间,只能在铸造模具损坏,必须做一个新的模型,所以砂型铸造的生产效率很低,因为沙子很软的整体性质和多孔,砂铸造的铸件大小更低,表面粗糙。
4。特种的铸造方法
金属铸造是一种用耐热合金铸模的现代铸造工艺。
金属类型可由重力或压力铸造。金属模具可反复使用,每次浇注金属液,就能得到铸造,寿命长,生产效率高。金属铸件不仅具有良好的尺寸、表面光泽度,而且在同样的金属液体的情况下,铸造强度要比砂型高,而且不太容易损坏。因此,在生产中、小铸造有色金属的过程中,只要铸件的熔点不高,金属铸造是。然而,金属型铸造也有一些缺点:由于耐热合金钢和它使中空的空腔加工非常昂贵,所以金属模具的模具是昂贵的,但是与压铸模具成本相比,总的来说成本要低得多。对于小批量生产,每个产品的模具成本明显过高,这通常是不可接受的。由于金属模具受到模具材料尺寸和型腔加工设备的影响,铸造设备的容量限制,所以特殊的大型铸件也显得无能为力。因此,金属铸造很少用于小批量生产和大零件生产。此外,虽然金属模具应采用合金钢,耐热能力有限,更常用的铝合金、锌合金、镁合金铸件,较少用于铜合金铸造,在金属金属铸造中使用较少。
5.压铸
压铸是在压铸机上进行的金属型压力铸造,是目前生产效率高的铸造工艺。
压铸机分为热室压铸机和冷室压铸机两类。热室压铸机自动化程度高,材料损耗少,生产效率比冷室压铸机更高,但受机件耐热能力的制约,目前还只能用于锌合金、镁合金等低熔点材料的铸件生产。当今广泛使用的铝合金压铸件,由于熔点较高,只能在冷室压铸机上生产。压铸的主要特点是金属液在高压、高速下充填型腔,并在高压下成形、凝固,压铸件的不足之处是:因为金属液在高压、高速下充填型腔的过程中,不可避免地把型腔中的空气夹裹在铸件内部,形成皮下气孔,所以铝合金压铸件不宜热处理,锌合金压铸件不宜表面喷塑(但可喷漆)。否则,铸件内部气孔在作上述处理加热时,将遇热膨胀而致使铸件变形或鼓泡。此外,压铸件的机械切削加工余量也应取得小一些,一般在0.5mm左右,既可减轻铸件重量、减少切削加工量以降低成本,又可避免穿透表面致密层,露出皮下气孔,造成工件报废。
6.熔模铸造
失蜡法铸造现称熔模精密铸造,是一种少切削或无切削的铸造工艺,是铸造行业中的一项优异的工艺技术,其应用非常广泛。它不仅适用于各种类型、各种合金的铸造,而且生产出的铸件尺寸精度、表面质量比其它铸造方法要高,甚至其它铸造方法难于铸得的复杂、耐高温、不易于加工的铸件,均可采用熔模精密铸造铸得。
如果没有1949年建立新中国并进行社会主义革命和建设,积累了重要的思想、物质、制度条件,积累了正反两方面经验,改革开放也很难顺利推进。
对改革开放前的历史时期要正确评价,不能用改革开放后的历史时期否定改革开放前的历史时期,也不能用改革开放前的历史时期否定改革开放后的历史时期。
我们对社会主义的认识,对中国特色社会主义规律的把握,已经达到了一个前所未有的新的高度,这一点不容置疑。同时,也要看到,我国社会主义还处在初级阶段,我们还面临很多没有弄清楚的问题和待解的难题,对许多重大问题的认识和处理都还处在不断深化的过程之中,这一点也不容置疑。
