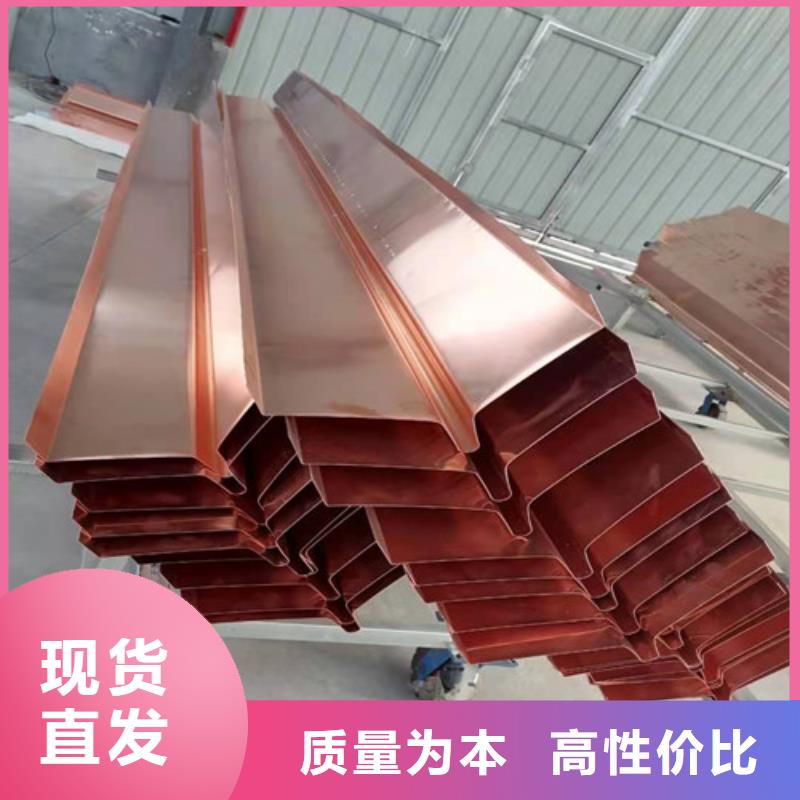

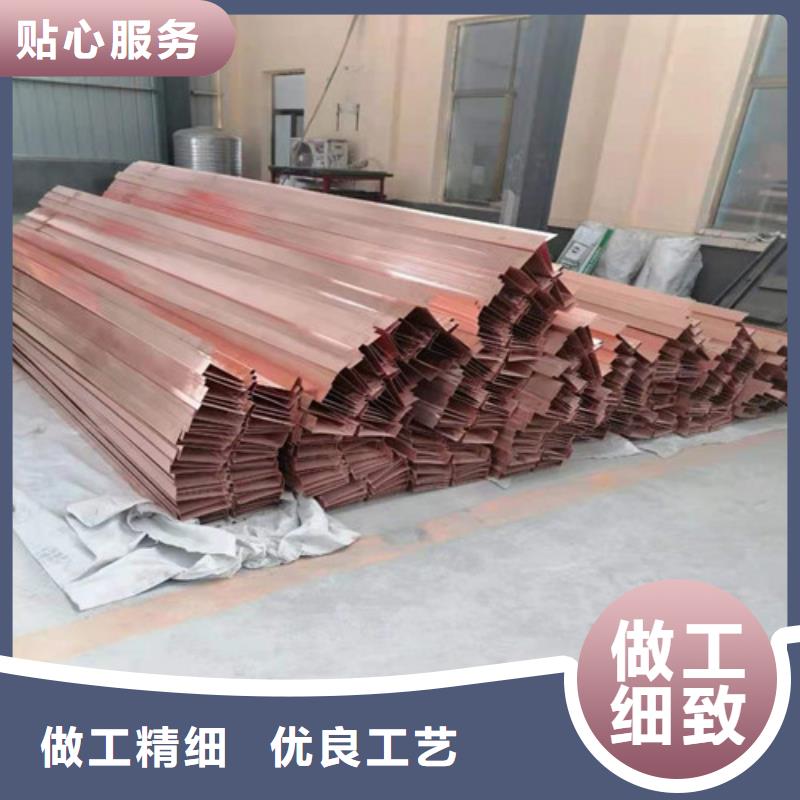

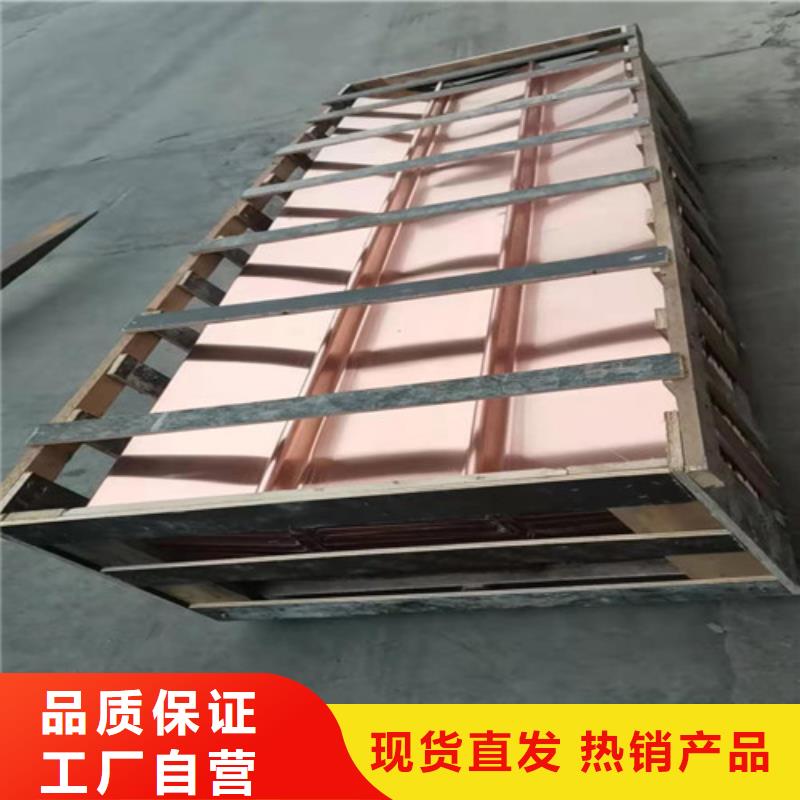
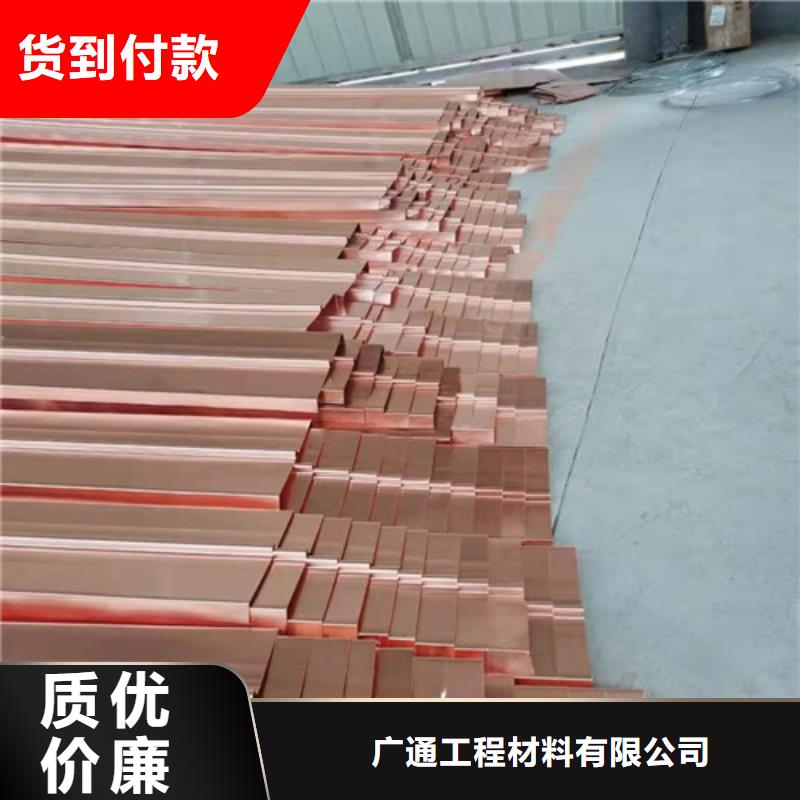
广通工程材料有限公司经营宗旨:“实实在在做人,实实在在做事,实实在在的 澳门聚酯纤维”。常规 澳门聚酯纤维备有现货。新 澳门聚酯纤维对老用户可以试用。


焊接紫铜管常用的就是对接接头,搭接接头和丁字接头尽量少采用。在气焊时,可采用两种焊丝,一种是含有脱氧元素的焊丝,另一种是一般的紫铜丝和母材的切条,且气焊紫铜管时应采用中性焰。在紫铜管手工氩弧焊前,应把工件焊接边缘和焊丝表面的氧化膜,油等脏物等都清理干净,避免产生气孔,夹渣等缺陷。清理的方法有机械清理法和化学清理法这两种。加工及销售铜合金铜材产品涵盖:各种牌号规格的铜板、铜带、铜排、铜管、铜棒、铜箔、异型铜材等几大类;铜合金类型产品有:无氧铜、紫铜、黄铜、青铜、白铜等。



对于加工材料而言,紫铜止水片铸锭塑性是至关重要的。为了保证铸锭良好的变形塑性,除防止铸锭中的一些缺陷外,显然不希望铸锭组织处于非平衡凝固状态。由于产生非平衡状态的原因是结晶过程中扩散受阻,因而此种状态在热力学上是亚稳定的,有自动向平衡态转化的趋势。人们可利用这一趋势,将铸态合金加热到一定温度,提高原子扩散能力,使其较快完成由非平衡向平衡状态的转化过程。这种处理称为均匀化退火或扩散退火。热轧是紫铜片止水带生产中铸锭开坯的主要手段。充分利用紫铜片止水带在高温条件下具有优异的塑性这一特点,从而以较小的轧制力实现较大程度的变形。热轧的铸锭一般由半连续、连续铸造或铁模铸造提供。铸锭规格的选择应考虑产品的品种、规格、生产规模、轧机设备条件及铸造方式等。铸锭的厚度一般与轧辊的直径之比为1:(3.5~7),同时不超过轧机的开口度;在设备、工艺条件允许的情况下增大铸锭的厚度,可以提高生产效率和成品率。铸锭宽度通常等于或数倍于成品宽度,并适当考虑宽展量及切边量;一般铸锭宽度还应控制在轧辊长度的80%以内。铸锭的长度在满足终轧温度及辊道长度的条件下,尽量增加铸锭的长度,以提高生产效率和成品率。



Cu10Zm合金的铸态组织,该合金为a单相固溶体,枝晶干富铜,枝晶间富锌。当CuZn合金中锌含量达30%-32%时,则因非平衡凝固会导致枝晶间出现少量B相(包晶反应所得)。紫铜止水片Cu7A合金及Cu6.55n0.1P合金铸态组织。从图2-18(a)可知,平衡态为单相a固溶体的Cu7A合金,在铸态下,基体为具有枝晶偏析的a固溶体,枝晶间出现非平衡的少量(a+Y2)共析产物。这种共析体是因非平衡结晶时生产了非平衡共晶(a+B),其中的β相再发生共析转变所致。Cu6.55m0.1P合金在平衡态亦应为单相的a固溶体,但在铸锭时非平衡凝固的条件下,基体a具有较严重的枝晶偏析枝晶间富锡和磷,在一定情况下可能在枝间出现(a+8)共析体及Cu3P化合物(可视为++Cu3P三相低熔共晶)CuAl系合金中,当含铝量超过7%时会出现β相。在降至一定温度时,B相会发生共析分解,生成a+y2共析体。含铝较高的图2-17Cu-10Zn合金铸态组织120合金,凝固时亦会首先生成B晶粒,温度进步降低时,将从B相基体中析出具有魏氏组织特征的a相。

