


联系我们

当前位置:
沧州 钢兴钢管
有限公司 >德州本地热动态
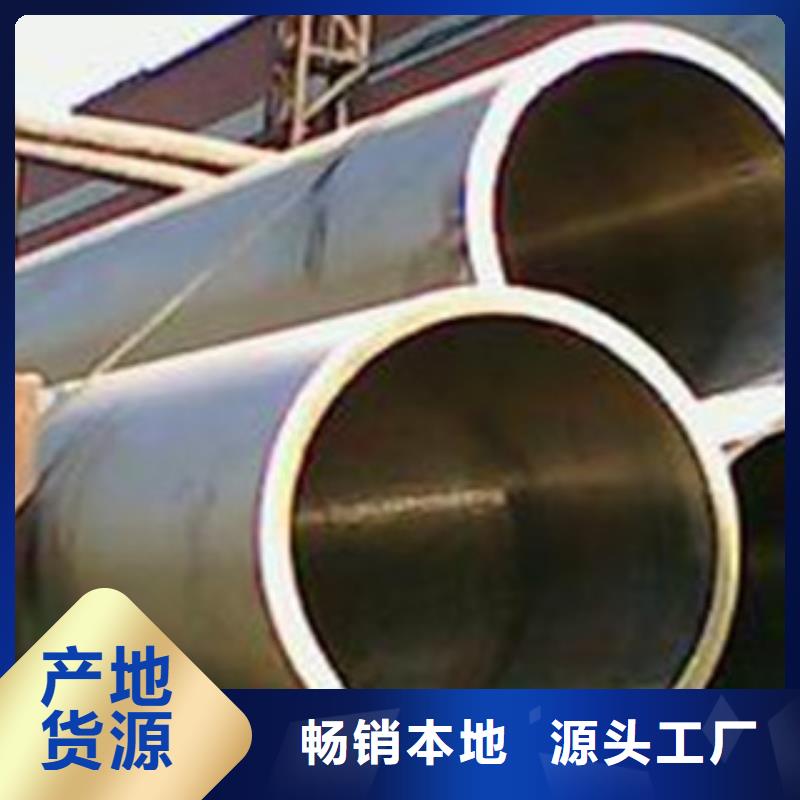
Q345B大口径无缝钢管直销
更新时间:2025-01-03 20:04:47 浏览次数:6 公司名称:沧州 钢兴钢管 有限公司
以下是:Q345B大口径无缝钢管直销的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 材质 | 20# |
| 产地 | 沧州 |
| 规格 | 21mm-1020mm |
| 类型 | 无缝钢管 |
| 品牌 | 钢兴 |
| 可定做 | 是 |
以下是:Q345B大口径无缝钢管直销的图文视频

在山东省德州市采买Q345B大口径无缝钢管直销到钢兴钢管
有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:刘学成-13722727880,QQ:133919903,地址:《沧州风化店乡后枣园工业区发货到山东省 德州市 德城区、陵县、宁津县、庆云县、临邑县、齐河县、平原县、夏津县、武城县、乐陵市、禹城市》。 山东省,德州市 德州之“德”源于“德水”。德水为古黄河别名。隋开皇三年(583年)改“安德”为“德州”。德州市是国务院批复确定的中国冀鲁交界地区的交通枢纽和经济中心、鲁西北重要的工贸城市、山东省新能源产业基地,德州地处京沪、德石铁路交汇点,京沪(福)高速公路、青(岛)银(川)高速公路、德(州)石(家庄)高速公路和京杭运河穿越辖区,104、308、205国道过境,被确定为全国交通运输主枢纽城市。2016年9月,德州市入选“中国地级市民生发展100强”之一。德州市被列为批新型城镇化综合试点地区。2018年重新确认卫生城市(区)。2020年10月,被评为全国双拥模范城(县)。2023年,被评为三线城市。
【全新视界!】Q345B大口径无缝钢管直销产品视频,带你领略产品新风尚!
以下是:Q345B大口径无缝钢管直销的图文介绍


弯曲度钢管在长度方向上呈曲线状,用数字表示出其曲线度即叫弯曲度。标准中规定的弯曲度一般分为如下两种:A、局部弯曲度:用一米长直尺靠量在钢管的弯曲处,测其弦高(mm),即为局部弯曲度数值,其单位为mm/m,表示方法如2.5mm/m。 此种方法也适用于管端部弯曲度。B、全长总弯曲度:用一根细绳,从管的两端拉紧,测量钢管弯曲处弦高(mm),然后换算成长度(以米计)的百分数,即为钢管长度方向的全长弯曲度。例如:钢管长度为8m,测得弦高30mm,则该管全长弯曲度应为:0.03÷8m×=0.375%钢管不仅用于输送流体和粉状固体、交换热能、制造机械零件和容器,它还是一种经济钢材。 架、支柱和机械支架,可以减轻重量,节省金属20~40%,而且可实现工厂化机械化施工。用钢管制造公路桥梁不但可节省钢材、简化施工,而且可大大涂保护层的面积,节约投资和费用。钢管按生产方法可分为两大类:无缝钢管和有缝钢管,有缝钢管简称为直缝钢管。 1.无缝钢管按生产方法可分为:热轧无缝管、冷拔管、精密钢管、热扩管、冷旋压管和管等。无缝钢管用优质碳素钢或合金钢制成,有热轧、冷轧(拔)之分。2.焊接钢管因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和自动电弧焊管,因其焊接形式的不同分为直缝焊管和螺旋焊管两种,因其端部形状又分为圆形焊管和异型(方、扁等)焊管。



钢兴钢管 有限公司是 山东德州大口径钢管协会会员单位。本公司专业从事 山东德州大口径钢管的开发,生产和销售服务于一体的高新技术企业 ,公司生产设备齐全,生产工艺先进,拥有一套完善、精密、可靠的检验设备, 山东德州大口径钢管产品采用国标组织生产,严把原材料进厂检验关,对产品实行送检、抽检、巡检“三检”相结合,产品质量稳定可靠,并经技术监督局采标验收可放心采购。


无缝管如何改善壁厚精度的问题呢
钢管壁厚的控制是钢管生产的一个难点,生产中改善壁厚精度的措施主要包含以下几个方面:
1、管坯加热
加热要均匀,禁止急速升降温度。每次升降温要保持平稳缓慢, 升降温度不超过30℃。
2、定心辊
确定定心辊安装是否到位,调整相关抱芯辊的中心、打开角度及各动作的开口大小一致,抱芯辊中心要在轧制线上。
3、轧制中心线
确保穿孔机轧制中心线与穿孔小车中心线一致,避免“上轧制”或“下轧制”,使管坯在穿孔时保持受力均匀。
4、轧制工具
对于磨损的顶头、导板、轧辊等轧制工具要及时更换。
5、轧制工具安装
辊距、导距的中心必须在轧制线上。保证导距和辊距的中心线在穿孔轧制中心线上,即上下辊距相等,左右导距相等。
6、穿孔顶杆
穿孔顶杆一般选择外径为Φ108mm-Φ114mm,壁厚要求≥25mm且壁厚均匀的厚壁管。
7、轧机芯棒
芯棒要选用壁厚较厚的厚壁管加工,对于规格较小的芯棒,可采用实心坯料代替。壁厚均匀的厚壁管和实心坯料,可以使芯棒弯曲变形的概率大幅度降低,可以有效提高钢管的壁厚精度。
8、芯棒的精度
芯棒的长细比较大,一般采用先车外径然后打破口焊接,或采用长料直接车削成型。芯棒的外加工精度控制在±0.1mm,芯棒的直度偏差不超过5mm。焊接时,两段芯棒之间插入一个精加工的销子进行定位,以防止焊接造成的总直度偏差过大。
9、完善工艺
完善工艺,防止中间拉薄和壁厚增哈欧超过控制范围的情况发生,提高壁厚精度。
钢管壁厚的控制是钢管生产的一个难点,生产中改善壁厚精度的措施主要包含以下几个方面:
1、管坯加热
加热要均匀,禁止急速升降温度。每次升降温要保持平稳缓慢, 升降温度不超过30℃。
2、定心辊
确定定心辊安装是否到位,调整相关抱芯辊的中心、打开角度及各动作的开口大小一致,抱芯辊中心要在轧制线上。
3、轧制中心线
确保穿孔机轧制中心线与穿孔小车中心线一致,避免“上轧制”或“下轧制”,使管坯在穿孔时保持受力均匀。
4、轧制工具
对于磨损的顶头、导板、轧辊等轧制工具要及时更换。
5、轧制工具安装
辊距、导距的中心必须在轧制线上。保证导距和辊距的中心线在穿孔轧制中心线上,即上下辊距相等,左右导距相等。
6、穿孔顶杆
穿孔顶杆一般选择外径为Φ108mm-Φ114mm,壁厚要求≥25mm且壁厚均匀的厚壁管。
7、轧机芯棒
芯棒要选用壁厚较厚的厚壁管加工,对于规格较小的芯棒,可采用实心坯料代替。壁厚均匀的厚壁管和实心坯料,可以使芯棒弯曲变形的概率大幅度降低,可以有效提高钢管的壁厚精度。
8、芯棒的精度
芯棒的长细比较大,一般采用先车外径然后打破口焊接,或采用长料直接车削成型。芯棒的外加工精度控制在±0.1mm,芯棒的直度偏差不超过5mm。焊接时,两段芯棒之间插入一个精加工的销子进行定位,以防止焊接造成的总直度偏差过大。
9、完善工艺
完善工艺,防止中间拉薄和壁厚增哈欧超过控制范围的情况发生,提高壁厚精度。



无缝钢管具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称屈服点。若力发生下降时,则应区分上、下屈服点。屈服点的单位为N/mm2(MPa)。
无缝钢管上屈服点(σsu):试样发生屈服而力首次下降前的 应力; 下屈服点(σsl):当不计初始瞬时效应时,屈服阶段中的小应力。
无缝钢管屈服点的计算公式为:
式中:Fs--试样拉伸过程中屈服力(恒定),N(牛顿)So--试样原始横截面积,mm2。
无缝钢管断后伸长率(σ)
在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。以σ表示,单位为%。计算公式为:
式中:L1--试样拉断后的标距长度,mm; L0--试样原始标距长度,mm。
无缝钢管断面收缩率(ψ)
在拉伸试验中,试样拉断后其缩径处横截面积的 缩减量与原始横截面积的百分比,称为断面收缩率。以ψ表示,单位为%。
式中:S0--试样原始横截面积,mm2; S1--试样拉断后缩径处的少横截面积,mm2。
无缝钢管上屈服点(σsu):试样发生屈服而力首次下降前的 应力; 下屈服点(σsl):当不计初始瞬时效应时,屈服阶段中的小应力。
无缝钢管屈服点的计算公式为:
式中:Fs--试样拉伸过程中屈服力(恒定),N(牛顿)So--试样原始横截面积,mm2。
无缝钢管断后伸长率(σ)
在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。以σ表示,单位为%。计算公式为:
式中:L1--试样拉断后的标距长度,mm; L0--试样原始标距长度,mm。
无缝钢管断面收缩率(ψ)
在拉伸试验中,试样拉断后其缩径处横截面积的 缩减量与原始横截面积的百分比,称为断面收缩率。以ψ表示,单位为%。
式中:S0--试样原始横截面积,mm2; S1--试样拉断后缩径处的少横截面积,mm2。



联系人:刘学成,电话:13722727880,钢兴钢管
有限公司在山东省德州市本地专业从事Q345B大口径无缝钢管直销,山东省德州市各个县市以及周边城市均可提供送货上门服务!