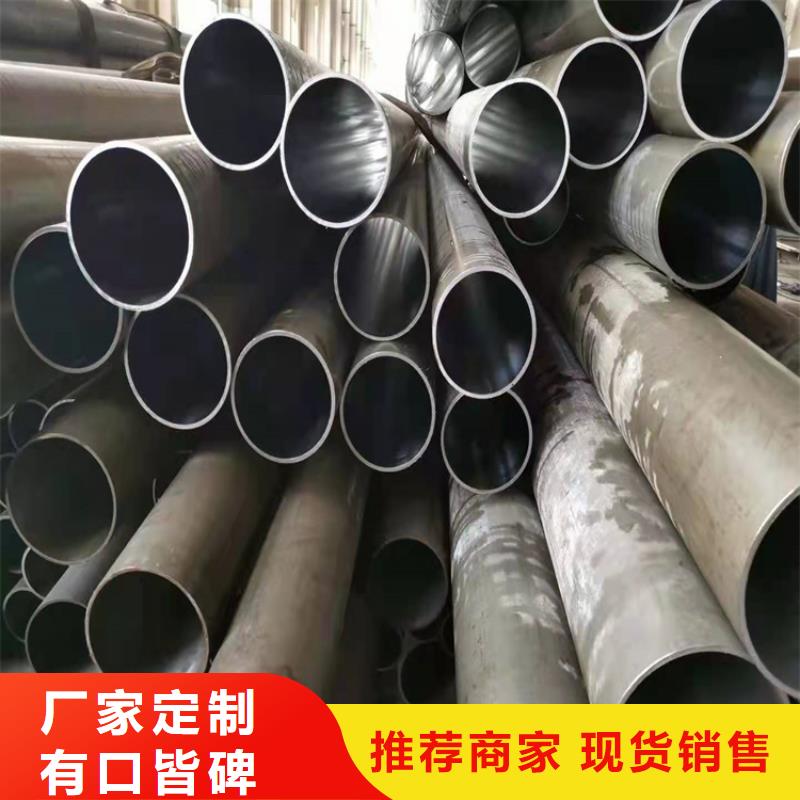

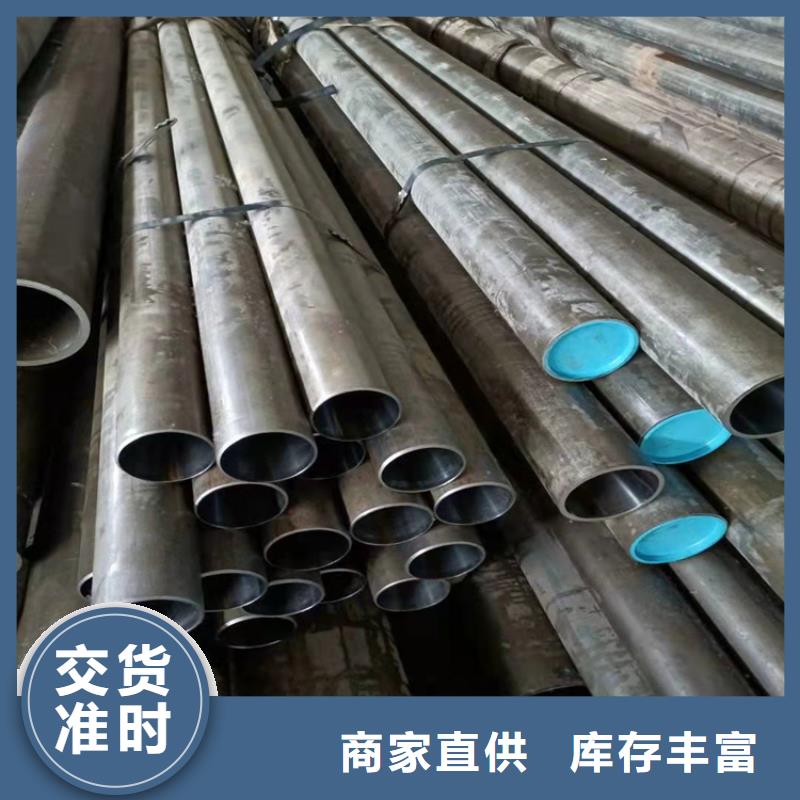
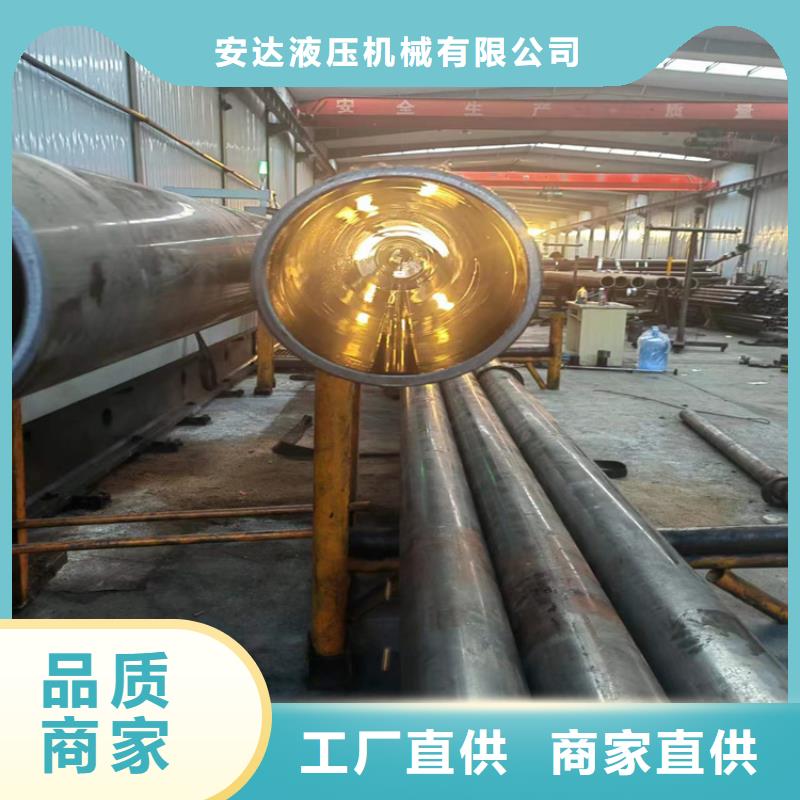
我们的气缸缸筒视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:气缸缸筒的图文介绍
安达液压机械有限公司主营: 山东枣庄珩磨管加工厂。 公司产品质量过关,价格优惠,欢迎来电咨询,相信我们精心的努力,完善的服务体系,一定会得到大众的认同。我们始终奉行“质量di yi、诚信为本、开拓进取、客户至上”的经营理念为宗旨,并热情欢迎新老客户与我们建立长久的业务,谋求双赢。 z u i主要的是我们价格很优惠,质量很过关!量大的还可以价格从优!总之我们的服务宗旨是质量di yi,薄利多销!高经理


山东枣庄珩磨管油缸管绗磨管珩磨管几大优点研磨管
1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08μm左右。
2、修正圆度,椭圆度可≤0.01mm。
3、提高表面硬度,使受力变形,硬度提高HV≥4°
4、加工后有残余应力层,提高疲劳强度提高30%。
5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。
珩磨管和无缝钢管的区别
1、无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件。
2、绗磨管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度。



山东枣庄珩磨管油缸管绗磨管厚壁油缸管用柴油或煤油清洗后,涂刷润滑油后用油纸包好, 放入木箱中,存放在干燥无腐蚀的环境中。在液压缸外表面和内表面喷柴油,内层用布覆盖,涂防锈油和外涂层。放在干燥处,先用柴油清洗干净,再用黄油内外涂一层防锈剂。如何提高绗缝管的疲劳强度通过滚压成形,在滚压表面形成冷加工硬化层,减少了磨削副接触面的弹塑性变形,提高了绗缝管内壁的耐磨性,避免了磨削烧伤。轧制后,表面粗糙度的降低可以改善匹配性能。轧制是一种无切屑加工,它利用金属在室温下的塑性变形来压扁工件表面的微小不平整度,从而改变表面结构、机械特性、形状和尺寸。因此,这种方法可以同时达到精整和强化两个目的,而这是磨削所不能达到的。无论采用何种加工方法,零件表面都会留下细小不均匀的刀痕,导致峰谷交错。滚压加工原理:是利用金属在室温下的冷塑性特点,用滚压工具对工件表面施加一定的压力,使工件表面的金属产生塑性流动,填充到原来残留的低凹槽中的压力精整工艺,降低了工件的表面粗糙度。由于轧制表面金属的塑性变形,表面结构冷硬化,晶粒细化,形成致密的纤维状,形成残余应力层,提高硬度和强度,从而提高工件表面的耐磨性、耐腐蚀性和相容性。轧制是一种非切削塑料加工方法。研磨管



山东枣庄珩磨管油缸管绗磨管珩磨管加工的工作原理研磨管
珩磨时,砂条上的磨粒以一定的压力、较低的速度对工件表面进行磨削、挤压和刮擦。砂条作旋转运动和上下往复运动,使砂条上的磨粒在孔表面所形轨迹成为交叉而不重复的网纹(如图1所示),与内孔磨削相比,珩磨参加切削的磨粒多,加在每粒磨粒上的切削力非常小。珩磨的切速低,仅为砂轮磨削速度的几十分之一,在珩磨过程中又旋转加大量的冷却液,使工件表面得到充分冷却,不易烧伤,加工变形层薄,故能得到较细表面粗糙度。



冷拔油缸管是一种经过冷拔或热压处理的高密度材料。由于高密度钢管内外壁无氧气,高压下无通风,精度高,光洁度高,冷弯、胀扁、无变形、无裂纹等,主要用于生产气缸、气缸等气动或液压元件,可以是无缝管。绗缝管的化学成分包括碳、硅、锰、锰、硫、磷、铬。 冷拔油缸管采用滚压加工。由于表层存在残余压应力,有利于封闭表面裂纹,阻碍冲蚀扩展。从而提高了填充管的表面耐蚀性,延缓了疲劳裂纹的产生,提高了填充管的疲劳强度。通过滚压成形,在滚压表面形成一层冷硬化层,减少了磨削副接触面的弹塑性变形,提高了绗缝管内壁的耐磨性,避免了磨削烧伤。轧制后表面粗糙度值减小,改善了匹配性能。研磨管