
观看我们的产品视频,就像打开了一扇通往止水铜片10年经验多少钱产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
以下是:止水铜片10年经验多少钱的图文介绍

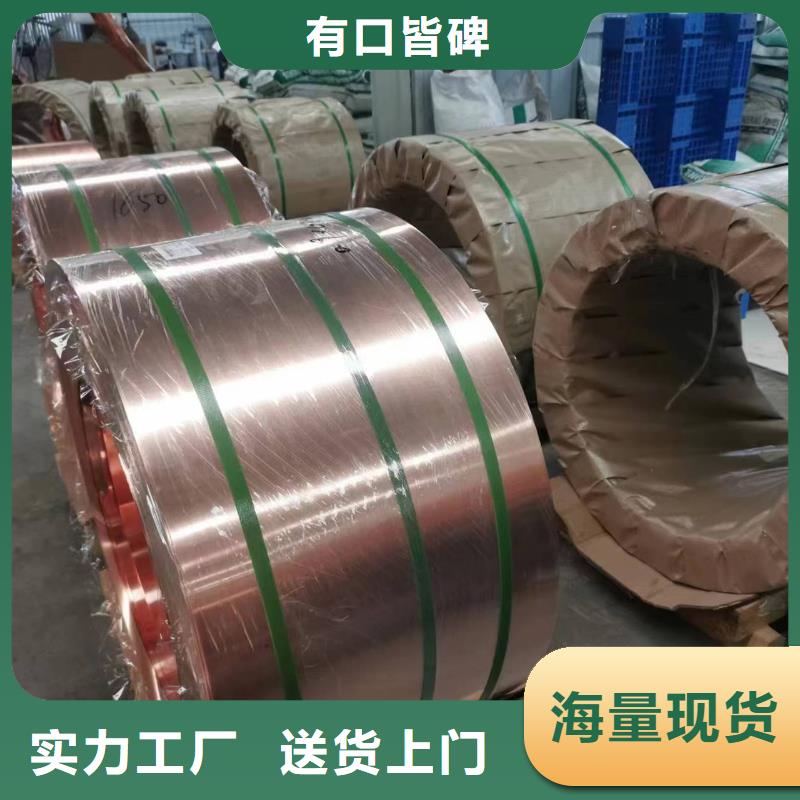
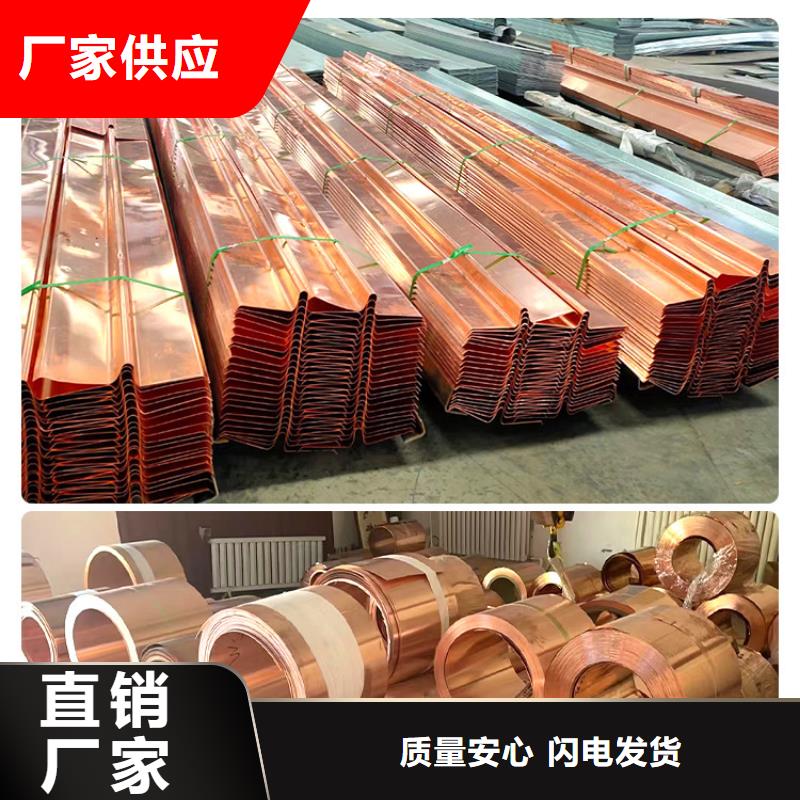
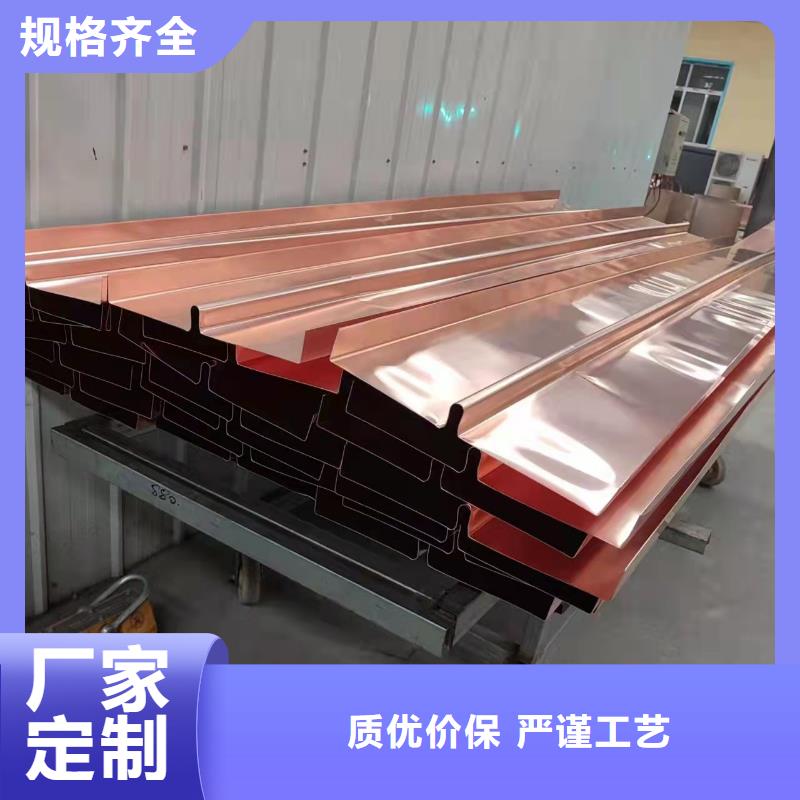
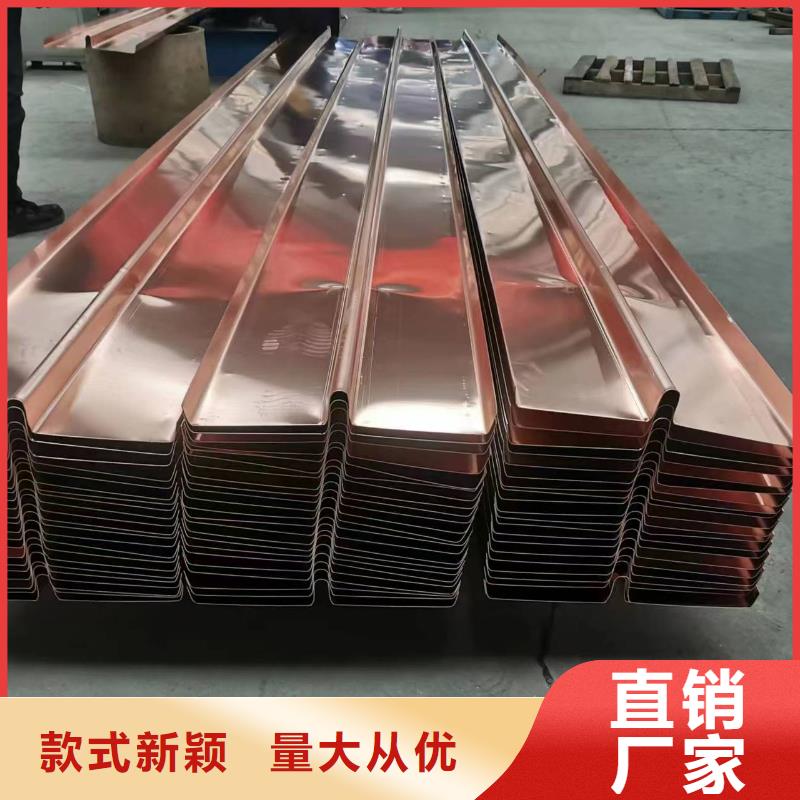
紫铜止水止水铜片常被广泛的使用于各种水工建筑的防渗水、漏水中,根据不同项目的设计要求,可以加工成W型止水铜片、F型、T型、U型等。而紫铜止水能根据不同需求加工成不同形状的止水铜片,取决于紫铜止水优良的加工特性。 紫铜止水,原材料为含量大于等于99%的电解铜,因其铜含量大、在空气中表面被氧化而呈紫红色得名。铜具有可塑性加强的特性,决定其加工性能良好,可以在退火之后,延伸率达到30%以上。因此,不仅加工性能可塑性强,且在使用过程中,抗拉防震效果也可超出普通止水材料。 气焊是用氧气与乙炔产生高温,熔化焊条与焊件的金属凝固后形成一条焊缝。其具体操作方法是:关闭焊把开关,将乙炔及氧气打开,点火慢慢打开焊把开关点燃焊嘴,将焊条根据需要放在被焊物体上,再逐渐调好焊嘴的火苗强弱,使用火苗融化焊条与焊件的金属凝固后形成一条焊缝。 1)搭接焊工艺 ① 止水铜板焊接采用搭接焊,其搭接长度不小于40mm。 ② 为获得高度和宽度均匀的焊缝,紫铜片止水搭接采用左焊法(焊炬从右向左移动)。 2)施焊操作要点 气焊的基本操作方法包括氧气乙炔焰的点燃、调节和熄灭、起焊、焊接过程中焊炬和焊条的运动、接头和收尾的操作要领。 氧气乙炔焰的点燃、调节和熄灭。焊炬的握法,应右手拿焊炬,将拇指和食指位于氧气调节阀处,同时拇指还可以开关、调节乙炔调节阀,随时调节气体的流量。 点燃火焰时,应先稍许开启氧气调节阀,然后再开乙炔调节阀,两种气体在焊炬内混合后,从焊嘴喷出,此时将焊嘴靠近火源即可点燃。点火时,拿火源的手不要正对焊嘴,也不要将焊嘴指向他人或可燃物,以防发生事故。刚开始点火时,可能出现连续“放炮”声,原因是乙炔不纯,需放出不纯的乙炔重新点火。有时出现不易点火的现象,多数情况是氧气开得过大所致,这时应将氧气调节阀关小。 火焰的调节,刚点燃的火焰一般为碳化焰。这时应根据所焊材料的种类和厚度,分别调节氧气调节阀和乙炔调节阀,直至获得所需要的火焰性质和火焰能率。如将氧气调节阀逐渐开大,直至火焰的内外焰、焰芯轮廓明显时,可认为是中性焰;如再增加氧气或减少乙炔,可得到氧化焰;如增加乙炔或减少氧气则得到碳化焰。如果同时增大乙炔和氧气则可增大火焰能率,如火焰能率仍不够大时,应更换大直径的焊嘴。 调整后的火焰形状不得歪斜或发出“吱吱”的声音。若发现火焰不正常时,


止水铜片铜止水焊接过程中,易出现焊接不牢固、有孔洞砂眼等情况,止水铜片同时由于铜止水具有良好的加工塑性,因此在焊接过程中也易产生变形。为了防止焊接变形,可以采用将紫铜止水的接头点焊牢固后,再才对接头施焊,焊接时不断向焊缝加入硼砂,同时用铁棒或扳手下压,或者敲击焊缝接头,使接头连接处,结合密切紧凑,以便于焊接顺利进行。 铜止水是应用在高级水工建筑中常见的止水材料,铜止水可应用于水工建筑的基础止水、坝身止水、坝顶止水、廊道止水,以及坝体孔内的孔洞止水、厂房止水、溢流面下橫缝止水系统等。而铜止水的厚度,跟水工建筑的止水效果有直接联系。随着紫铜止水厚度的增加,其耐用性呈线性上升趋势。而铜止水的厚度,根据不同的工程需要,可加工为0.5mm~20mm。由于紫铜止水常用于发电站、止水大坝、桥梁止水以及隧道止水,其厚度常常采用1mm,1.5mm,2mm等。



天津金鸿耀工程材料有限公司配备了先进的 沥青麻絮生产设备、雄厚的技术力量及完善的检测手段, 技术力量水平居 沥青麻絮行业较高地位。 沥青麻絮产品畅销全国各地,深受用户信赖。 面对激烈的市场竞争及新的考验,公司将继续不断引进新技术、 新工艺,以适应客户需求。

止水铜片的焊接所用的电压、电流、焊速、弧高四者是焊接质量的决定性因素,四者选择恰当,才能有 适当的温度和良好的熔化,止水铜片才能保证止水铜板焊缝与封底的质量要求。 1.电压:焊1.5毫米厚的止水铜片,采用28-35伏。弯边高电压可较大,弯边低电压可较小。 2.电流:采用140-190安培 3.焊速:以每分钟0.8-1米为适。 4.弧高:一般弧高8-10毫米,起焊在100毫米范围,收焊时,速度更快些,避免穿孔。 对紫铜止水带施焊时应以熔边的中心线作为焊接中心这样才嫩更好的熔化和封底。

