



不要犹豫,点击播放我们的DN800不锈钢焊管-DN800不锈钢焊管来电咨询产品视频,让每一帧画面都为您揭示产品的独特之处,带给您前所未有的惊喜。
以下是:DN800不锈钢焊管-DN800不锈钢焊管来电咨询的图文介绍

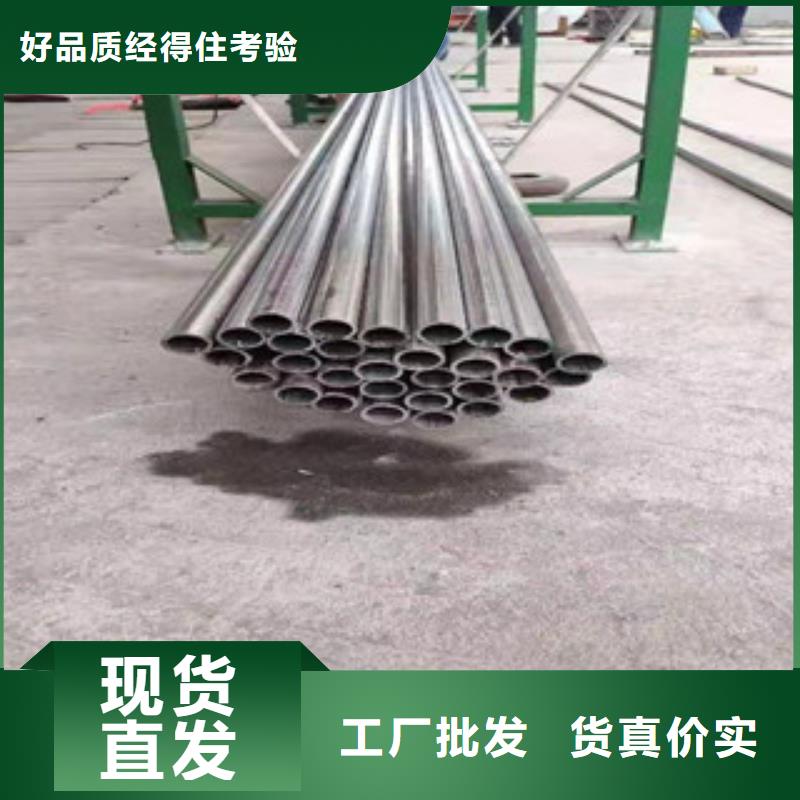
我们了解到不锈钢管在加工过程中可能会出现边线裂纹、结疤、夹杂以及结疤等表面缺陷,这些缺陷大致是由于铸坯外弧皮下角出现了横裂,结晶器中有细小的杂质混入,精整时没有清理干净不锈钢管表面的氧化渣,以及在轧制处理中由于铸坯棱角向不锈钢管表面侧翻所造成的。 这些缺陷不但降低了不锈钢管的表面质量,对于产品质量的也产生了影响,因此我们意识到和及时处理不锈钢管表面缺陷的重要性。 铸坯表面有深度划痕是因为扇形段局部的辊子不转动造成的,为了防止这种情况发生,要及时对扇形段进行维护,严禁设备超龄服役。如果结晶器内有细小杂质混入就会引起水质的变化,因此要定期对结晶器中的水样进行检查。减轻弱化不锈钢板边线裂纹的宽向程度和宽钢板轧制边部的不均匀变形,降低轧制钢板时钢板的展宽量是 方法,也就是说尽量用宽端面的铸坯生产大宽度的钢板。防止在弯曲过程中铸坯的角部温度进入脆性区,所以要对不同宽度端面铸坯的角部温度进行动态控制,并实施弯曲段配水分区控制。降低轧件遍布的不均匀变形情况就要减小轧件的上下面变形抗力差别,对板坯加热进行优化工艺,降低铸坯上下面的温差。防止发生局部的深度烧痕和清理不干净的精整后的铸坯表面氧化渣等二次缺陷,要通过提高304不锈钢管铸坯精整能力来实现。


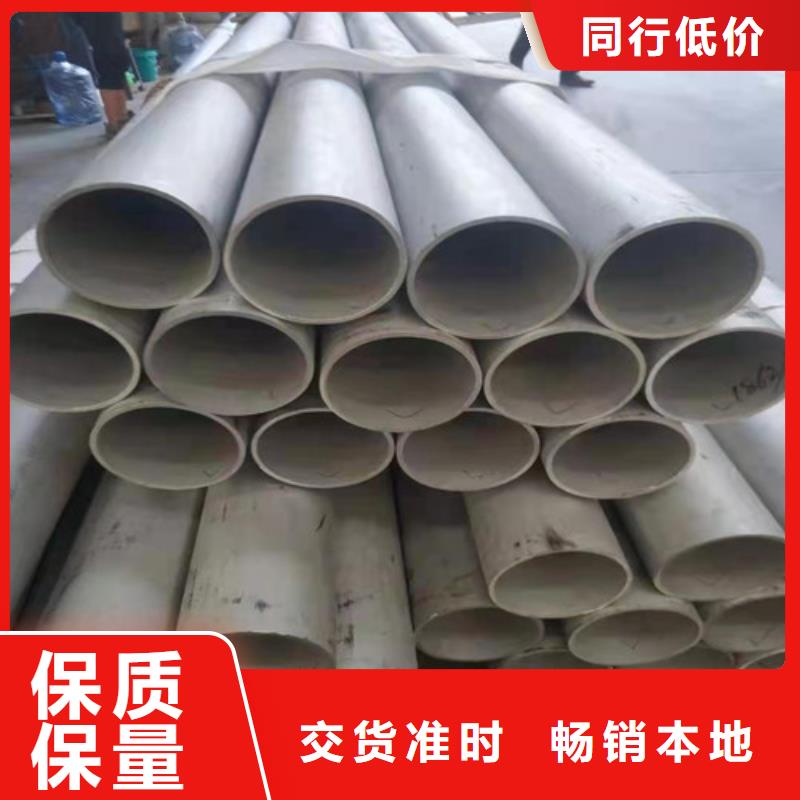
镍对性能的影响镍对奥氏体不锈钢特别是对铬镍奥氏体不锈钢力学性能的影响,主要是由镍对奥氏体稳定性的影响来决定,在不锈钢管中可能发生马氏体转变的镍含量范围内,随着镍含量的增加,钢的强度降低而塑性提高,具有稳定奥氏体组织的铬镍奥氏体不锈钢韧性(包括极低温韧性)非常优良,因而可作为低温钢使用,这是众所周知的,对于具有稳定奥氏体组织的铬锰奥氏体不锈钢,镍的加入可进一步改善其韧性。镍还可显著降低奥氏体不锈钢的冷加工硬化倾向,这主要是由于奥氏体稳定性增大,减少以至了冷加工过程中的马氏体转变,同时对奥氏体本身的冷加工硬化作用不太明显,不锈钢冷加工硬化倾向的影响,镍降低奥氏体不锈钢冷加工硬化速率,与降低钢的室温及低温强度,提高塑性的作用,决定了镍含量的提高有利于奥氏体不锈的冷加工成形性能,提高镍含量还可减少以至型铬镍奥氏体不锈钢中的δ铁素体,从而提高其热加工性能,但是,δ铁素体的减少对这些钢种的可焊接性不利会增大焊接热裂纹丝倾向,此外,镍还可显著提高铬锰氮(铬锰镍氮)奥氏体不锈钢的热加工性能,从而显著提高钢的成材率,在奥氏体不锈钢中,镍的加入以及随着镍含量的提高,导致钢的热力学稳定性增加,因此奥氏体不锈钢具有更好的不锈性和耐氧化性介质的性能,且随着镍含量增加,耐还原性介质的性能进一步得到改善.值得指出,镍还是提高奥氏体不锈耐许多介质穿晶型应力腐蚀的 重要元素,在各种酸介质中镍对奥氏体不锈钢耐蚀性能的影响,需要指出,在高温高压水中的一些条件下,镍含量的提高导致钢和合金的晶间型应力腐蚀敏感性增加,但是这种不利作用会由于钢及合金中铬含量的提高而获得减轻或受到抑制.随磁卡奥氏体不锈钢中镍含量的提高,其产生晶间腐蚀的临界碳含量降低,即钢的晶间腐蚀敏感性增加,至于对奥氏体不锈钢耐点腐蚀及缝隙腐蚀的性能,镍的作用并不显著,此外,镍还提高奥氏体不锈钢的高温抗氧化性能,这主要与镍改善了铬的氧化膜的成分,结构和性能降低,并且镍含量越高越有害,这主要是由于钢中晶界处低熔点硫化镍所致。



福伟达管业有限公司成立至今,秉承“双赢”的发展理念,赢得了国内一大批企业、个人、商家的信任和支持!
福伟达管业有限公司重视人才、技术,实施的现代企业动作机制,坚持以“以客为本精益求精”的宗旨和持续发展的理念,不断完善【湖北黄石316l不锈钢管】,推陈出新,以满足不同客户的需求。


对于不锈钢管的热输入,Young-Pyo Kim等人[38]对不同壁厚的X65管进行了电极电弧焊和钨弧焊试验。研究表明:8mm厚钢管电极电弧焊的热输入范围为11.0kJ/cm~21.8kJ/cm,10mm厚不锈钢钢管的热输入范围为18.0kJ/cm~29.5kJ/cm。8mm厚管的热输入为22.2kJ/cm~41.7kJ/cm,10mm厚不锈钢管的热输入为19.5kJ/cm~47.6kJ/cm。国内Zhang Dehmatsu[39]对厚度为10mm的X65管线钢进行了自动埋弧焊对焊接,研究了热输入对金属组织和性能的影响。他发现当热输入达到2022J/mm时,管线钢的低温冲击吸收能达到 。对于热输入的计算公式,Carl E.Jaske研究得出了60/1000Hvis的热输入计算公式(其中:H——热输入,kJ/mm;V——电压,V;I-电流,A;S——焊接速度,mm/min)。国内,曹崇珍等[41]将其总结为/IHKVAS=(其中:Ih——热输入,J/mm;K-系数,对焊K=0.85,角焊K=0.57;V——焊接电压,取平均值,V;A——焊接电流,取平均值,A;S——焊接速度,取平均值,mm/S)。可以看出,国内外的热输入计算公式存在差异。可采用常规设备(安培钳、电压表、秒表等)或专用电弧监测设备,实现对热输入电平的测量。热输入水平也可以通过消耗比(一段时间内沉积的长度与电极消耗的长度之比)方案来控制。无论选择何种方法来控制热输入,焊机在操作前都应该使用试板进行电极沉积试验,以确保热输入是合理的。热输入的指标是焊接线能量。随着线能的增加,热影响区 硬度降低,可降低产生硬化组织的倾向,更有利于防止氢致开裂。然而,线能量的增加会导致焊透的增加,而焊透有可能导致焊透。因此,需要平衡焊接热输入,在不烧透不锈钢管的情况下,提高焊接热输入。


