



图文介绍虽好,但视频更能展现异型钢管产地直销产品的全貌。我们为您准备了详细的产品视频,点击观看,让产品介绍更加生动直观。
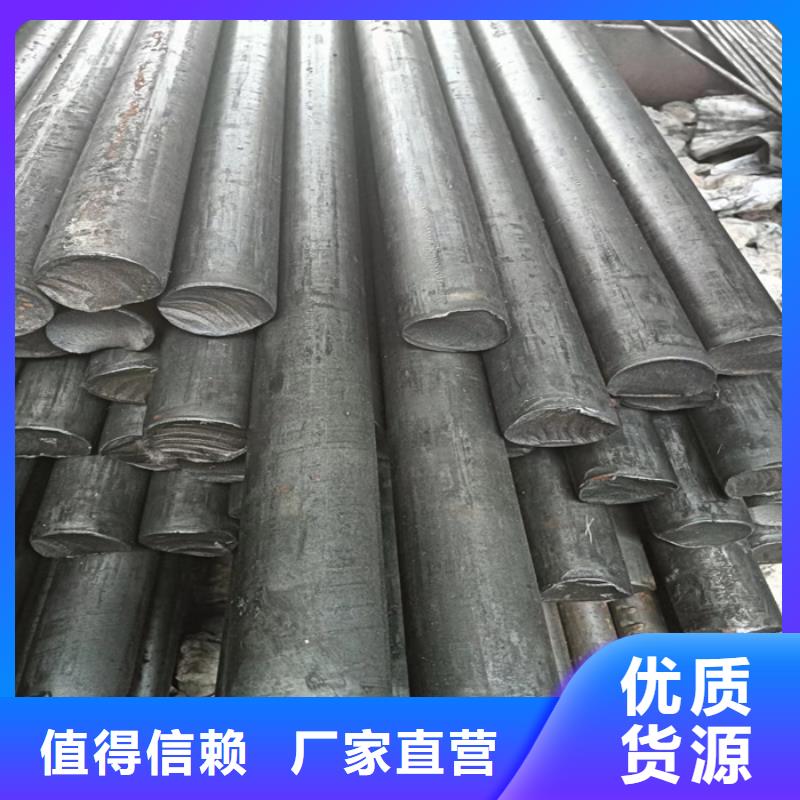
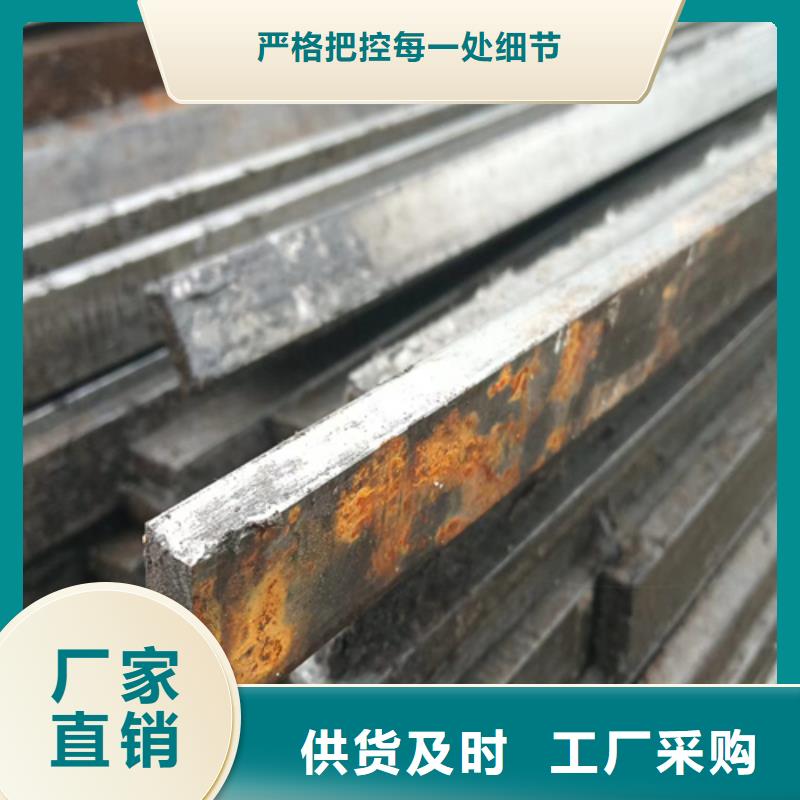
以下是:异型钢管产地直销的图文介绍


鑫泽金属制品有限公司是 云南怒江Q235方钢等产品生产加工的公司,拥有完整、科学的质量管理体系。鑫泽金属制品有限公司的诚信、实力和产品质量获得业的认可。欢迎各界朋友莅临参观、指导和业务洽谈。厂家直供真材实料看得到,产品展示多年行业经验老品牌,值得信赖。



生产订做冷拔异型钢型钢将铝材料或镀锌成分涂抹在冷拉型钢的缺陷处,并使得整件在磷化的过程中,迅速的转换成化学膜,从而形成磷化膜。与此同时,冷拉型钢的磷化处理属于化学与电化学的一种反应,能够在原有的基础上提高金属物的密度,使得冷拉型钢有效的抵制,从而产生被腐蚀的现象。除此以外,冷拉型钢在加工期间还可以起到减磨润滑的作用,并提高了产件的附着力,实现了冷拉型钢的实用性。冷拉型钢是一种经过冷拔加工制作而成的钢材,但是在这个过程中,必须要严格遵守相应的操作规范,否则很有可能会造成意外发生。冷拉型钢在冷拔之前,应该要设置挡板进行防护,如果没有准备挡板也应该让卷扬机和冷拉方向保持90度,并且要使用封闭式的导向滑轮。在操作的时候,工作人员必须站在防护挡板的后方,防止冷拉时产生的碎屑蹦出。另外还要对设备进行的检查,如果发现滑动或者是其他异常问题的时候,先停止机器的操作,放开钢筋之后才能让专业的人员进去检查,避免事故的发生。



冷拉异型钢时只用冷拉率或者冷拉应力控制叫单控,冷拉时冷拉率和冷拉应力同时应用,称为双控。采用单控,施工简单方便。但对于材质不均匀的T型钢,不可能逐根试验(逐根试验,费工费料,不可能这样做,有的同根T型钢冷拉率也不一 样)冷拉质量得不到保证。不同炉批的冷拉控制:对于混杂,分不清炉批的T型钢,冷拉时,不能用冷拉率控制,而且要冷拉多根连接的T型钢,每根的冷拉率和控制应力都要符合规范规定。冷拉速度控制:要使T型钢充分变形,就要适当控制冷拉速度,一般以0.51.0为宜。同时要求,冷拉到规定的应力和冷拉率以后,随即停拉2---3以后,再放松T型钢,结束冷拉,以给T型钢充分变形的时间。冷拉应力控制的情况:对于工、亚、IV级T型钢和5号钢的型钢,在冷拉后,作硕应力T型钢使用的,要用冷拉应力控制。但T型扁钢冷拉后经检查,冷拉率超过了规范规定,还要再进行机械能实验。冷拉率测定控制要求:以冷拉率控制T型钢冷拉时,控制值要由试验确定。试验测定时要求:同炉同批的测定试件,不能少于4个,每个试件都要按规范规定的冷拉应力测定相应的冷拉率,并取试件的平均值作为该炉该批T型钢的实际冷拉率。如果T型钢强度偏高,平均的冷拉率低于1%时,在T型钢冷拉时,仍要按1%的冷拉率控制。双控方法可以避免上述问题。冷拉时,对于控制应力已经达到,冷拉率没有超过允许值的,可以认为合格。对于预应力T型钢必须采用双控方法。
