





想要更直观地了解16Mn无缝钢管今日行情产品吗??产品视频,带你走进产品世界
以下是:16Mn无缝钢管今日行情的图文介绍

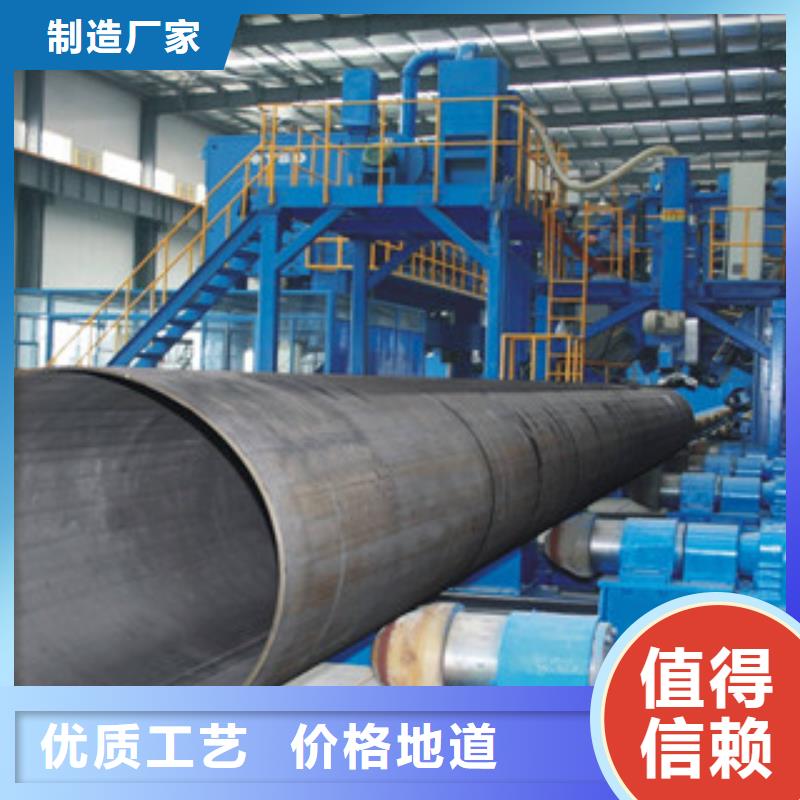
直缝焊管便宜,工艺要求低,可直接进行现场制作,管径较大。但强度不高;螺旋焊接管价格稍高,工艺要求高,机械设备要求较高,管径偏小。
工艺特点
1.拥有专业的薄膜贴覆技术;
2.采用采光板专用短切毡;
3.成型区采用分区温控,自动调节技术。
4.边切采用无水无尘边切割技术。
5.拥有空气净化、除尘、废料回收等环保设备。
6.生产标准化:公司通过ISO9001认证,产品符合GB/T14206-2005标准。
7.生产能力:天恩拥有两条生产线,单条生产线每分钟生产达6 m/分钟以上,日产能达12000米。
工艺特点
1.拥有专业的薄膜贴覆技术;
2.采用采光板专用短切毡;
3.成型区采用分区温控,自动调节技术。
4.边切采用无水无尘边切割技术。
5.拥有空气净化、除尘、废料回收等环保设备。
6.生产标准化:公司通过ISO9001认证,产品符合GB/T14206-2005标准。
7.生产能力:天恩拥有两条生产线,单条生产线每分钟生产达6 m/分钟以上,日产能达12000米。


直缝焊管是一种笼统得叫法,凡是用钢带生产,在高频焊接设备直缝;直缝焊管;焊接的管子都叫直缝焊管。(由于钢管的焊接处成一条直线故而得名)。 其中按照用途不同,又不同的后道生产工序,.(大致可分为脚手架管,流体管,电线套管,支架管,护栏管等几种)。而低压流体焊管是直缝焊管的一种,一般用水,煤气的输送, 在焊接完毕后比普通焊管多加以一道水压测试,故而低压流体管比普通直缝焊管价格一般高出一点(按现在的市场价来说,大概高出80元左右)例如:焊接钢管流体管1寸(DN25)(就是Φ33.5*3.25) 价格大概在3950每吨。而普通直缝焊管在3880左右。



21世纪是我国输气管道建设的高峰期,管道运输已经成为现代运输体系的一个重要组成部分,作为现代管线工业技术进步的重要标志,大直径、高输送压力、长距离输送已经成为管线工业发展的总趋势。石油和天然气作为一种主要能源在 经济建设中发挥着重要的作用,随着石油天然气需求量的增加,管道的输送压力的增大,管线钢管向着大直径、大厚壁和高强度方向发展。国内 进的JCOE埋弧焊大直径直缝钢管(SAWL)生产线为高等级、高品质的管线用管生产创造了一定的条件。虽然国外允许螺旋缝焊管用于油气输送管线,但有严格的技术条件,且强化了无损检测。在我国,螺旋缝焊管输送管线技术已达到很高水平,但由于存在上述不足,螺旋缝焊管将面临严峻的市场考验,在重要交通枢纽、地质条件复杂、人口稠密地区以及海洋方面,仍然要用直缝埋弧焊管。



诚信经营、品质如一、优质服务、无忧售后。工厂直销价格合理,我们不怕货比货,就怕您买错。
钢兴钢管
有限公司主营产品 云南大理大口径钢管。价格以本公司实际报价为准!
所有商品我们公司在发货之前都进行严格质检,确保无任何问题才发货!
图片均为实物拍摄,但由于光线及显示器等原因会有轻微的色差,请谅解。
厂家直销 价格实惠 质量保证
保证产品的亮度和效果质量
现货批发 量大从优 欢迎订购。


埋弧直缝焊接钢管的自动超声探伤工艺流程及程控方案?
LSAW直缝焊接钢管自动超声检测工艺流程的主要程序包括:系统启动、焊管上料、焊管传送、焊管转动、焊管夹紧定位、焊缝探伤、喷标、焊管夹具松开、焊管分选、焊管出料等内容。具体过程如下:系统启动:按下启动按钮后。探伤系统电源通;若电源电压检测正常,则开始进行焊管上料:若电压检测不正常,报警器发出报警号并断掉电源。焊管定位:压力传感器检测到焊管经上料系统到达传送轨道后。开始送进焊管;焊管触碰到管前端行程开关后,钢管送进停止;钢管转动,使焊缝处于12钟点位置;然后焊管夹具夹紧钢管,若压力传感器在规定时间内检测到夹紧力达到预定值。则进行下一工序;若在规定时间内夹紧力不能达标。则夹持检测报警系统启动,开始发出报警号。这时应按下急停按钮,检查焊管夹持机构。焊缝探伤:当焊管夹紧检测正常后.耦合剂开始喷出,超声检测探头下压与焊管管体接触,焊管工进并开始探伤;若焊缝有缺陷存在,则焊管停止工进,探头抬起,喷标识;之后探头再次下压,钢管工进、探伤,直到焊管末端与管末端行程开关触碰后停止工进,耦合剂停止喷洒,探头抬起并复位。之后焊管快进,到达焊管分选机构。焊管分选:焊管停止快进,焊管夹具松开;光电传感器检测焊管是否有缺陷标识。若有缺陷标识号输入,则将焊管向前传送至伤管出口;若无缺陷标识号输入,则钢管直接出料至合格焊管出口。至此,一个流程结束,开始下一个循环。
LSAW直缝焊接钢管自动超声检测工艺流程的主要程序包括:系统启动、焊管上料、焊管传送、焊管转动、焊管夹紧定位、焊缝探伤、喷标、焊管夹具松开、焊管分选、焊管出料等内容。具体过程如下:系统启动:按下启动按钮后。探伤系统电源通;若电源电压检测正常,则开始进行焊管上料:若电压检测不正常,报警器发出报警号并断掉电源。焊管定位:压力传感器检测到焊管经上料系统到达传送轨道后。开始送进焊管;焊管触碰到管前端行程开关后,钢管送进停止;钢管转动,使焊缝处于12钟点位置;然后焊管夹具夹紧钢管,若压力传感器在规定时间内检测到夹紧力达到预定值。则进行下一工序;若在规定时间内夹紧力不能达标。则夹持检测报警系统启动,开始发出报警号。这时应按下急停按钮,检查焊管夹持机构。焊缝探伤:当焊管夹紧检测正常后.耦合剂开始喷出,超声检测探头下压与焊管管体接触,焊管工进并开始探伤;若焊缝有缺陷存在,则焊管停止工进,探头抬起,喷标识;之后探头再次下压,钢管工进、探伤,直到焊管末端与管末端行程开关触碰后停止工进,耦合剂停止喷洒,探头抬起并复位。之后焊管快进,到达焊管分选机构。焊管分选:焊管停止快进,焊管夹具松开;光电传感器检测焊管是否有缺陷标识。若有缺陷标识号输入,则将焊管向前传送至伤管出口;若无缺陷标识号输入,则钢管直接出料至合格焊管出口。至此,一个流程结束,开始下一个循环。


