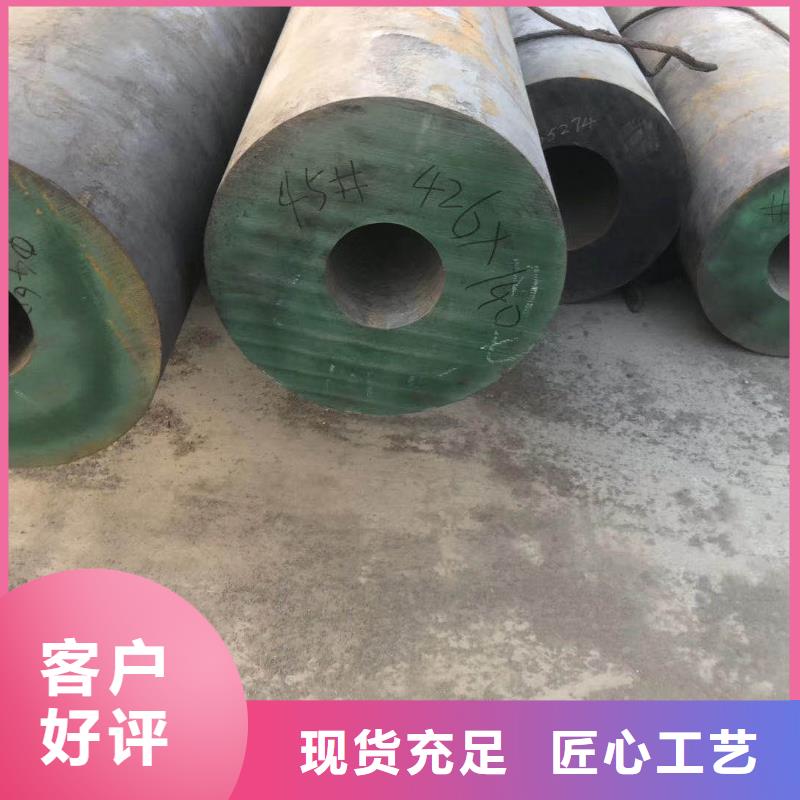




什么是卫生级不锈钢管
随着国民经济建设不断地发展,各工业行业使用卫生级(食品级)无缝不锈钢管越来越广。通过对不锈表面
钝化层耐腐蚀能力分析,并结合本公司生产小型卫生级无缝不锈钢管的工艺与设备应用,生产出高质量的钢管,
满足工业流体管的需求, ,替代进口。
关键词:表面钝化层耐腐蚀能力生产工艺与设备管内外表面光洁度
卫生级(食品级)无缝不锈钢管在制药、食品、啤酒、饮用水、生物工程、化学工程、空气净化、航空、核工
业等国民经济建设多领域多行业上广泛地应用,每年有大量的进口。这里介绍本厂生产卫生级(食品级)无缝不锈
钢管的工艺与设备、管的性能与质量。此管属于国内 进精密水平已广泛应用,并出口国外。
一、不锈钢的表面分析
俄歇电了能谱(AES)法和X射线光能谱(SPS)法都可用于不锈钢表面分析,从而确定不锈钢管内外表面
耐腐蚀能力。AES法的分析直径非常小,可以小于20nm,它的初功能是作为元素的辨认。XPS法的分析直么
大约10μm,主要用于确定临近表面元素的化学状态。
用AES和XPS探测仪对机械抛光的已暴露在大气中316不锈钢表面进行扫描的结果表明,对不锈钢金刚表面
分析总深度典型的为15nm,并且提供了有关钝化层的成分、厚度及它的耐腐蚀能力等。
根据定义,奥氏体不锈钢含有高铬和镍,有的含钼(如316L00Cr17Ni14Mo2)、钛等,一般含有10.5%
的铬以上具有较好耐腐蚀能力。


合金管的焊接工艺:焊前加热,焊后淬火、回火
1、预热
合金管电焊前,主要对合金管进行加热,控制温度30分钟后开始焊接。
电焊的加热和虚拟束温回火处理由调温处理的温度控制柜主动操作。采用远红外跟踪热处理炉板。全智能主动设置曲线图并记录曲线图,热阻准确测量温度。加热时热阻测点距离焊缝边缘15mm-20mm。
2、焊接方法
1. 为了防止合金管的焊接变形,每个柱接头由两个人对称焊接,焊接方向从中间向两边。焊接内开放(内开放时焊缝接近梁),实际操作从——层合金管第三层合金管道必须进行小规格,因为其电焊危及焊接变形的主要原因。电焊一至三层后,应进行反刨。碳弧气刨应用后,需要对焊接机械设备进行打磨,对焊接表面进行氮化梳理,显示金属质感,防止表面碳化产生裂纹。外孔焊接一次,其余内孔焊接一次。
2. 电焊=两层合金管时,焊接方向应与层合金管相反,依此类推。每层对接焊缝间隔15-20mm。
3.应保持多台焊机的焊接电流、焊接速度和重叠层数。
4. 在电焊中,必须从引弧板开始焊接,并在引弧板上结束焊接。电焊后切断、打磨、清洁。
3、经调质处理后
焊缝电焊后,应在12小时内进行回火处理。如不能立即对合金管进行调质淬火处理,应听取保温和缓冷的建议。当进行回火处理时,应测量两个热阻的温度,并在焊缝两侧焊接热阻



对于未来,鑫森通达无缝钢管有限公司将不断在研发和制造 福建福州冲压片中探索新工艺和新材料,倡导低能耗高品质,绿色环保的生活理念,使我们的 福建福州冲压片产品在每个用户手中发光发热。


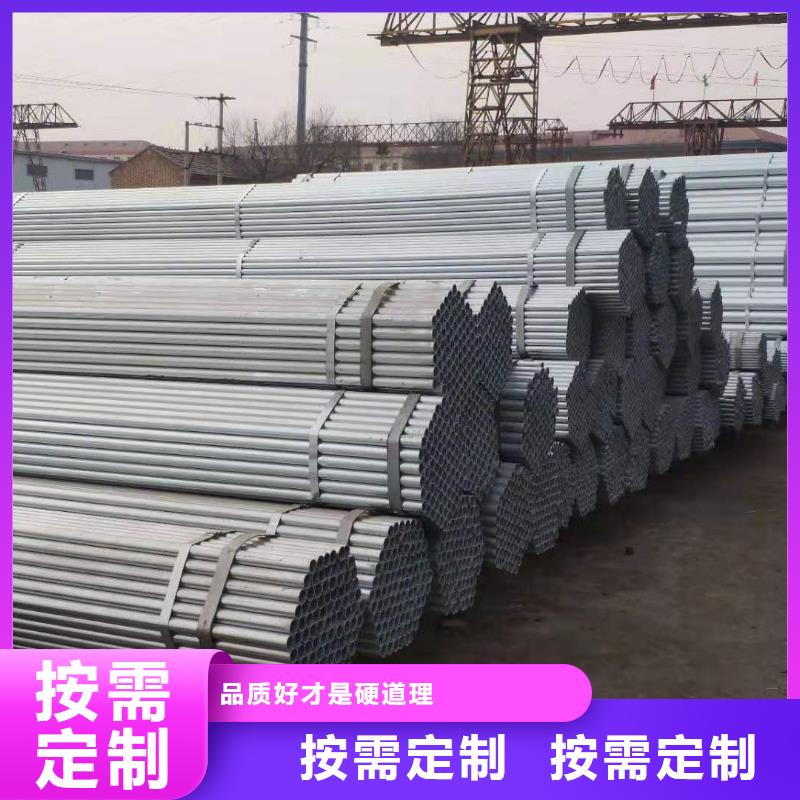
为了进步方管的表面硬度与耐磨性,可对其停止一些表面的处置,即火焰表面粹火,高、中频表面的淬火以及一些化学热处置等。普通来说高、中频表面的淬火居多,其加热的温度在850-950℃。思索到它的导热性差,因此加热的速度不能太快,否则会发作凝结与一些淬火裂纹的缺陷。
高频淬火请求方矩管正火后基体布置首要为珠光体。冷却选用喷水或者是喷聚乙烯醇水溶液,回火的温度在200-400℃范围内,硬度在40-50HRC,可保证方矩管表面的硬度和耐磨性。
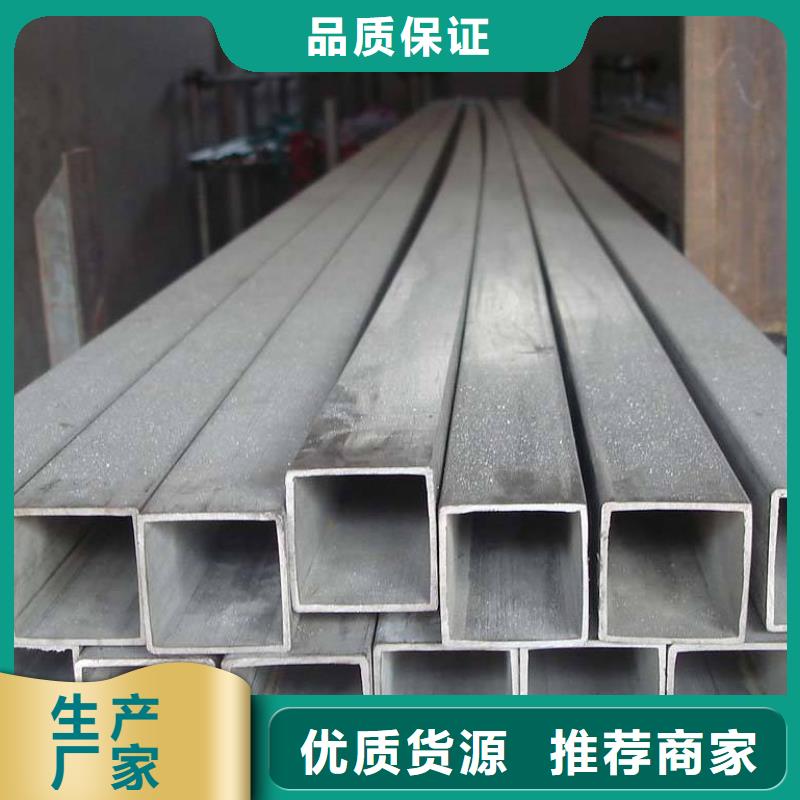
尺度安稳性关于髙精度的方矩管,其请求的精度髙, 故有必要坚持尺度的安稳性,由于在空气中停止校直,冷却速度慢, 因此具有安稳化的效果,会添加布置中剩余方矩管的数量,故有必要停止冷处置;削减淬火变形由于方矩管细长,故淬硬过程中容 易变形,故有必要严厉控制其变形,热处置是十分关键的工序,在淬火冷却过程中,运用冷塑性停止及时校正,这是保证其合格率进步的关键步骤,为此应停止热浴淬火或在油中冷却必定时辰提出热校正。
一同应在加热时停止吊挂加热,以削减淬火的变形,关于高精度的导轨,为削减变形则停止气体渗氮或离子渗氮等;高硬度方矩管首要承受触摸疲惫载荷,故有必要具有高的硬度,因此应停止淬火、或表面淬火或化学热处置等,随后停止低温回火处置


