


联系我们

201不锈钢护栏一站式采购
更新时间:2024-12-23 23:12:15 浏览次数:7 公司名称: 鑫隆昌金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 886562000 |
| 运费说明 | 3 |
| 材质 | 不锈钢 |
| 产地 | 山东聊城 |
| 规格 | 201 304 |
| 品牌 | 聊城正久 |
| 是否定制 | 是 |
| 表面处理 | 喷塑 抛光 拉丝 |
| 适用范围 | 桥梁 河道 高铁 人行横道 |
| 加工方式 | 来图来样加工 |
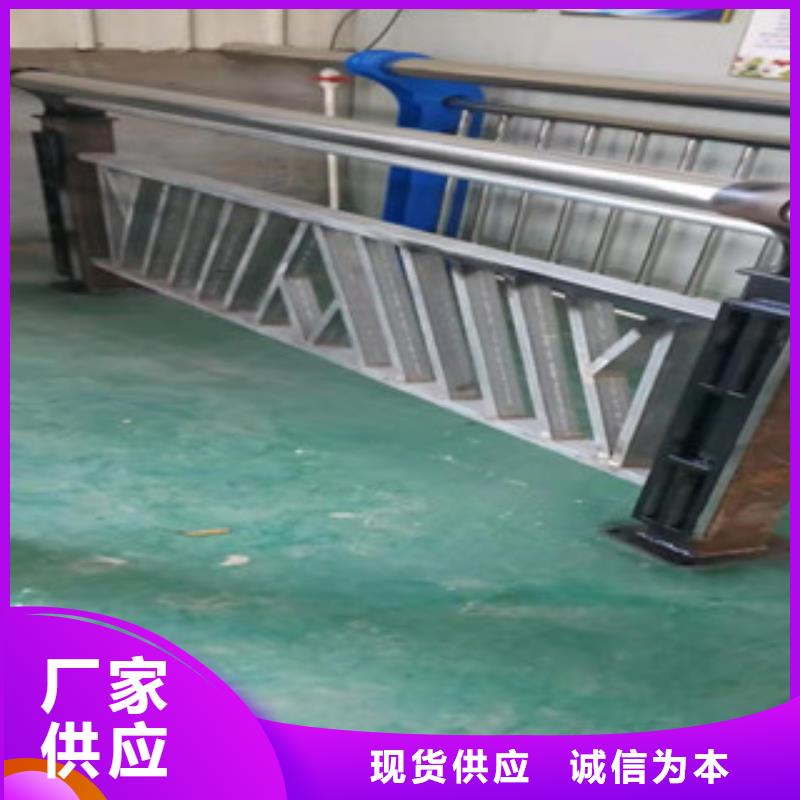




不锈钢复合管护栏结构一般分为主杆和立柱,主杆也常常被称为主管(比方,楼梯护栏扶手部位便是咱们所说的主管)。 我公司出产外不锈钢复合管、内衬不锈钢复合钢管、喷塑不锈钢复合管、镀锌不锈钢复合管,防腐不锈钢复合管及大型金属构件防腐系列新型资料,专业从事外复不锈钢/碳素钢复合管出产及工程设计、制造、装置、施工,先进的出产工艺和严格的检测手法,使企业产品经过不锈钢复合管 标准(GB/T18704-2002)。
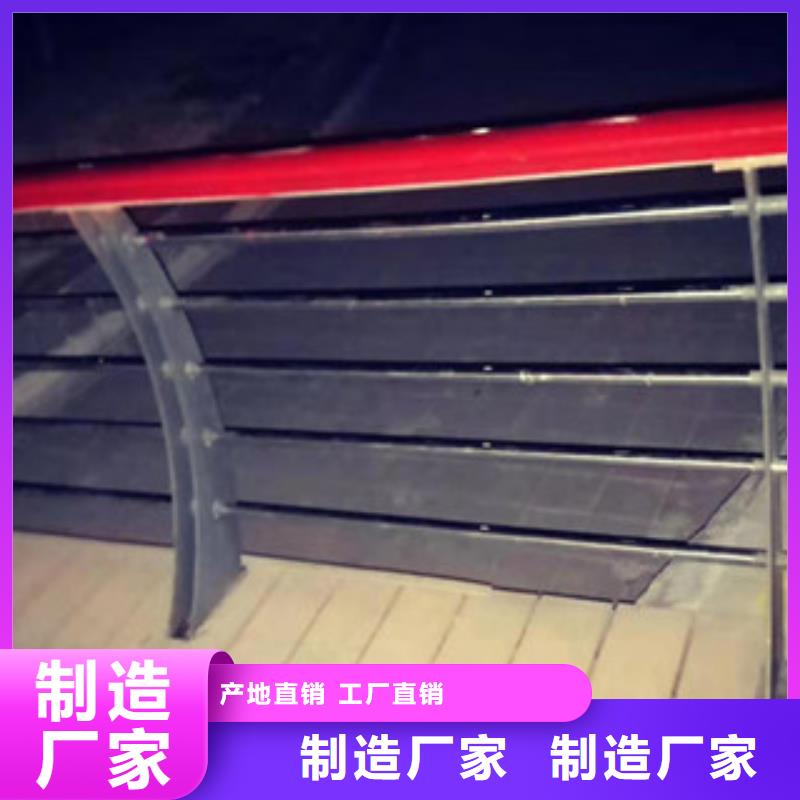
产品特色: 装置简洁:不锈钢复合管护栏选用插接式装置,简洁方便,固定可靠。 外观漂亮:不锈钢复合管护栏具有白、蓝、红、绿等多种色彩,色彩艳丽、装饰性强,可与其他资料护栏组合运用。
护栏特色:不锈钢复合管护栏不退色、不发黄、不脱皮、不开裂、不起泡、不虫蛀,不需要日常保护,不污染环境,是景象护栏的 挑选。 抗老化:在-50℃至70℃下运用不褪色、耐腐蚀、高强度、不生锈、漂亮典雅,保证10年不褪色,抗老化测试可达30年。


2、制定“假缝真做”的施工方案
根据已定的目标,共同研究分析,制定了《宣惠河大桥工程减少桥梁防撞护栏不规则裂缝施工方案》,主要采取“假缝真做”的方案,并对施工中可能出现问题的环节制定了切实可行的办法,具体内容如下:在桥梁防撞护栏施工中,护栏每隔5米安放一块薄钢板,用薄钢板进行隔离,保证护栏钢筋连续,施工时按25米整体浇筑,这样既能保证护栏的顺直度,又 可能的在规定位置开裂;同时要求钢板厚度为2毫米,钢板的保护层厚度为5毫米,为防止钢板变形,在钢板一侧四周先用Φ8钢筋加固,加固钢筋与钢板焊接在一起,加固钢筋的位置在护栏横向钢筋外侧;为防止钢板在混凝土内产生锈渍,钢板两侧刷灰色防锈漆,保证防锈漆的颜色和护栏颜色一致;钢板中间按横向钢筋位置打孔,护栏横向钢筋穿在钢板上,考虑到整根横向钢筋不宜穿过,我们决定将钢筋在中间断开,钢筋接头处进行搭接焊;施工时,钢板加固筋和横向钢筋点焊加固,监理验收合格后再浇筑混凝土。



锌钢护栏网防腐方式与护栏网使用寿命有很大的关系。一般来说公路护栏网使用年限在5-10年。护栏网是以金属网片焊接在支撑结构上的栅栏,用以阻止人畜进入警戒区域。高速公路与一级汽车专用公路两侧均应设护栏网隔离栅。护栏厂家以防止非法侵占公路用地。
护栏网防腐方式之一:锌钢护栏浸塑,是一种塑料涂覆工艺,就是将塑料涂装在基体(一般为金属)上,现在国内比较成熟的浸塑做法是:粉末浸塑法,它起源于硫化床法,所谓的硫化床初是在温克勒气体发生炉上应用于石油接触分解,进而开发了固气两相接触工艺,后逐渐用于金属涂塑方面。浸塑是通过加热金属将塑料粉均匀的喷在金属上形成一层塑料膜,或加热浸塑液放入金属件使之冷却后塑料包覆在金属表面。这种工艺有无需模具、加工成本低、成型容易、可加工各种外形等特点被广范使用护栏厂家。



鑫隆昌金属材料有限公司可根据客户要求生产定做不同规格的 黑龙江大庆钢板立柱 ,我公司 黑龙江大庆钢板立柱 库存量充足,品种规格齐全。本着低价经营,质量为主的销售原则,让客户买的放心,用的舒心!诚信、专业、是我们的服务宗旨,我们将竭诚为新老客户提供过硬的 黑龙江大庆钢板立柱 产品和优质的服务,也竭诚欢迎广大新老客户来电、来函,来人洽谈业务,指导工作!


由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。 复层的焊接 打 底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。


