


准备好领略球墨铸铁承插乙字管质量好发货快产品的风采了吗?我们为您准备的视频将带您走进产品的世界,让您感受它的独特之处。
以下是:球墨铸铁承插乙字管质量好发货快的图文介绍
鹏瑞管业有限公司自2012年上市以来一直保持稳定增长,公司将秉着“创新、、团结、诚信”的理念,坚持稳健经营、持续创新,为用户提供多好的解决方案、 四川南充球墨铸铁管厂家产品和服务,为社会可持续发展贡献力量。


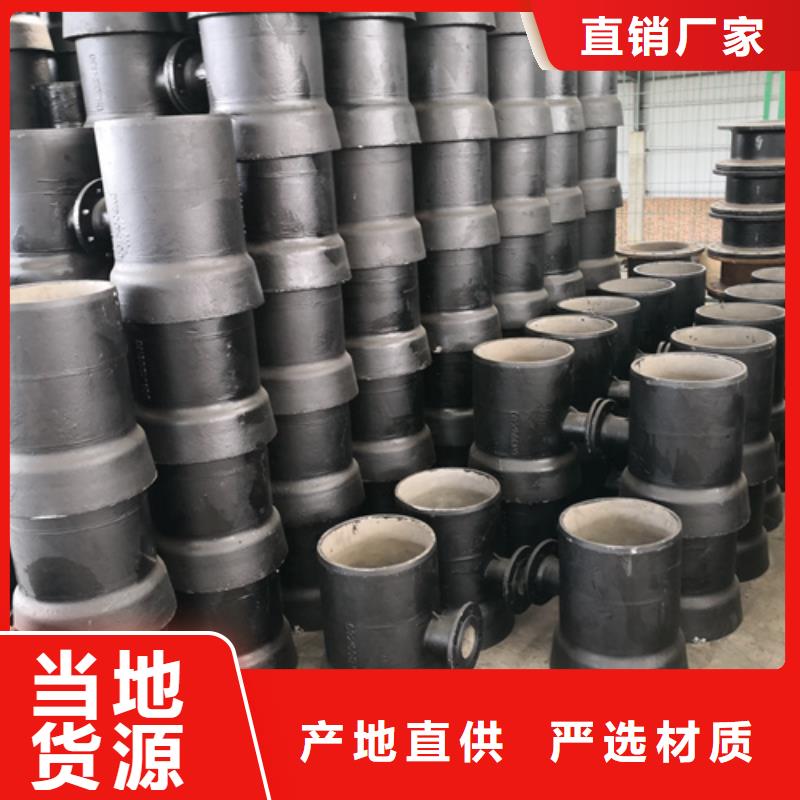
山东鹏瑞铸造厂盘承短管是球墨铸铁管件中的一种,又叫承盘短管,甲管,短甲,短管甲。是一边带法兰接口,一边是承口。盘承短管的作用是起到球墨铸铁管直管接口变换的作用,可以将直管变为承口,或者法兰接口,以改变连接方式,安装所需管道配件。承盘短管和插盘短管是球墨铸铁管道上的两种常用的管件,主要用在承插连接改为法兰连接情况下,比如,球墨铸铁管接钢管、球墨铸铁管上接法兰阀门时采用盘承短管或者盘插短管。在市政供水管网,自来水管网中盘承短管是常用的管件,也是必备球墨铸铁管件。球墨铸铁管件,又称球铁管件,球墨管件,球墨配件,球墨铸铁配件,是球墨铸铁管安装配套的配件,是球墨铸铁管给水管道、排水管道安装中配套的专用配件接头。有弯头,三通,四通,套管,甲管,乙管…球墨铸铁管件产品:承盘短管,插盘短管,双承套管,双承弯管,双承弯管,双承单支盘丁字管,三承丁字管,双承渐缩管,双盘渐缩管,90°双盘弯管,45°双盘弯管,全盘丁字管,承插盘丁字管,双承丁字管,全承十字管,全盘十字管,90°承插弯管,22.5°承插弯管,三承一插十字管,承插双盘四通,承插渐缩管….球墨铸铁管件种类:K型球墨铸铁管件,T型球墨铸铁管件。球墨铸铁管件连接方式:法兰、承口、插口球墨管件压力承受标准:PN10,PN16,PN25球墨铸铁管件力学性能:小抗拉强度:420/Mpa,小屈服强度300/Mpa,小延伸率7%球墨铸铁管金相组织:在铁素体和珠光体基体上分布有一定数量的球状石墨,根据公称口径及对延伸率的要求不同,基体组织中的铁素体和珠光体的比例有所不同,小口径的珠光体比例一般不大于20%,大口径的一般控制在25%左右。球墨铸铁管件防腐处理:1.沥青漆涂层沥青漆涂层是用于输送燃气的管道。喷漆前对管子进行预热可以提高沥青漆的附着力,加速干燥。2.水泥砂浆内衬+特俗涂层这种内防腐措施适用于输送污水的管道,可以提高内衬的抗腐蚀能力。3.环氧煤沥青涂层环氧煤沥青涂层既适用于燃气管道,也适用于污水管道。它是一种双组分涂层,该涂层具有较高的附着力和非常光滑的表面球墨铸铁管件执行标准为:GB/T13295-2008,GB/T13295-2003、ISO2531、EN545,球墨管件材质:球墨铸铁球墨铸铁管件规格:DN100,DN150,DN200,DN300,DN400,DN500,DN600,DN800,DN1000,DN1200mm球墨铸铁管件安装:球墨管件安装接口有承口,插口,法兰接口,承插口安装必须到位置。法兰接口安装必须加密封胶垫,并将螺丝安装到位置。连云港万城球墨铸铁管有限公司供应球墨铸铁管件,制造工艺:生产工艺采用世界上较先进的消失模铸造工艺和树脂砂铸造工艺。消失模生产线一条、树脂砂生产线一条、采用世界先进的"EPC"聚笨乙烯塑料消失模工艺生产T型球墨铸铁管件产品,K型系列产品。该工艺生产的球墨管件,外观光滑,角棱整齐,化学成分及物理性能均达到标准和ISO2531国际标准,整体质量远远超过其他工艺生产的球铁管件。可加工直径1400mm以下的工件。另外还可以根据用户要求的其他非标准管件。主要产品包括:球墨铸件、球墨管件、机械配件、球墨铸管等。如图所示:



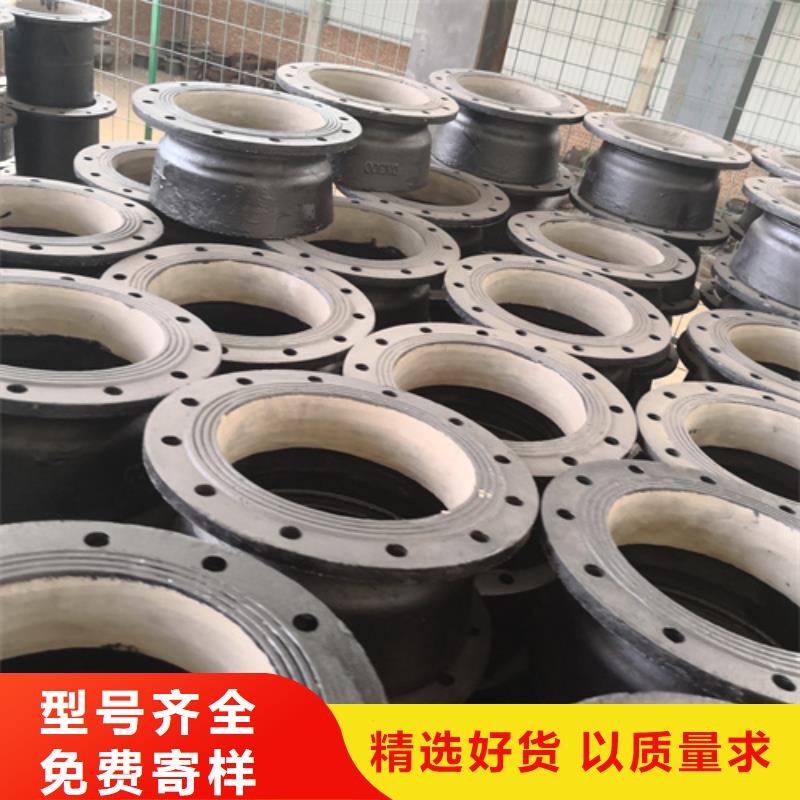
K9给水球墨铸铁管 球墨铸铁管件沟槽连接管件包括两个大类产品:①起连接密封作用的管件有刚性接头、挠性接头、机械三通和沟槽式法兰;②起连接过渡作用的管件有 弯头、三通、四通、异径管、盲板等。 起连接密封作用的沟槽连接管件主要有三部分组成:密封橡胶圈、卡箍和锁紧螺栓。位于内层的橡胶密封圈置于被连接管道的外侧,并与预先滚制的沟槽相吻合,K9给水球墨铸铁管再在橡胶圈的外部扣上卡箍,然后用二颗螺栓紧固即可。由于其橡胶密封圈和卡箍采用特有的可密封的结构设计,使得沟槽连接件具有良好的密封性,并且随管内流体压力的增高,其密封性相应增强。在市场竞争中,不仅要与竞争对手对标产品和服务的质量,还要与竞争对手对标制造产品和提供服务的成本与价格。


对于小型铸件在大浇包不便浇注时。可考虑使用其他小型浇包。或准备手浇包。两人抬浇包等。铸铁管件检查包衬厚薄及光整程度:包衬太薄和凹凸不光整。当金属液温度过高和浇包使用时间过长。容易引起包壳过热。导致外壳变形。球墨铸铁管使内衬产生脱落和侵蚀现象。一般来说,在离心拔管生产球墨铸铁管件时,容易出现质量缺陷。一般有厚皮、气孔、针孔、夹渣、渗漏等。主要缺陷为皮肤重、气孔和针孔。如何提高球墨铸铁管件质量?应该采取措施在铸铁管件的管模具,避免稀疏冲管道内壁的铸铁管件模具,减少的速度冲管铸铁管件模具,使冲压点密集,甚至;避免铸铁管件管模内壁浅冲,增加风压,磨好冲头,确保冲头深度合适。管道模具内表面的油脂和杂质,特别是新使用的铸铁管模具,在使用前必须。对于有龟裂的铸铁管模具,使用时应适当增加粉量;如果龟裂严重,必须及时更换铸铁管模具。措施调整槽的位置铸铁管件重皮缺陷的铸铁管件的轴承部分由于不当的形状槽肘部或槽的肘和套接字之间的距离,有必要检查铸铁管件的生产设备在生产和更换铸铁管件在必要时的滑槽。



