




博望声测管试水打压在出厂的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。
以下是:博望声测管试水打压在出厂的图文介绍


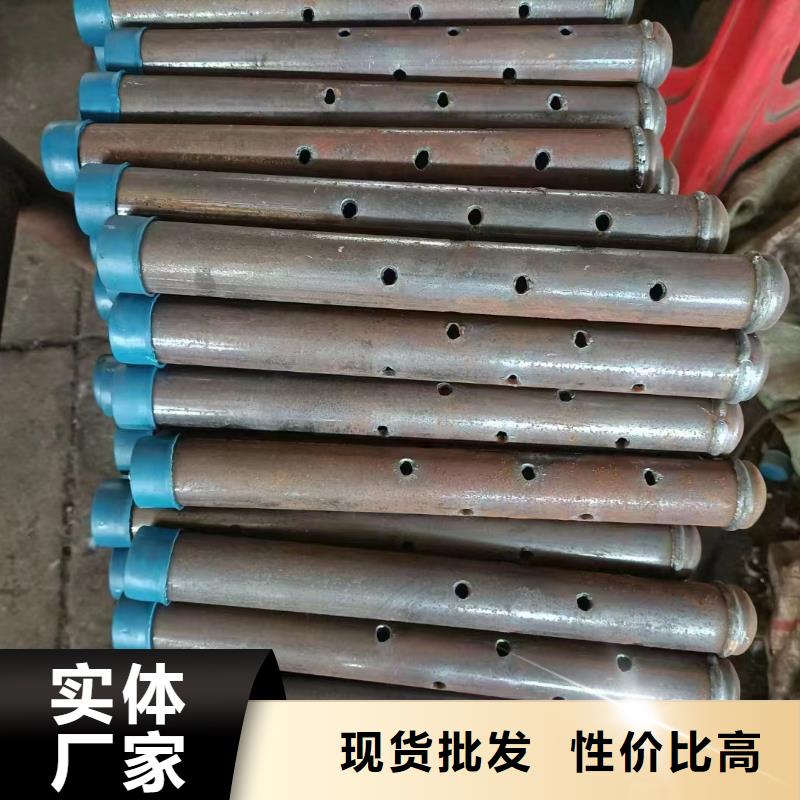
声测管是桩基超声波检测法中常用的一般管材,声测管的质量是其中十分关键的因素之一,那么这些质量检测中都有那些检测项目呢?(1)现场检测前测定声波监测仪发射至接受系统的延迟时间t。(2)测量时发射与接收探头应以相同标高或保持固定高差同步升降。(3)测量点距为40cm,当发现异常时再加密到20cm.(4)选择适当的发射电压和放大器增益。(5)实时显示和记录接收信号的时程曲线。(6)将多根声测管以两根为一个检测剖面进行全组合,分别对多有剖面完成检测。(7)每组检测管测试完成后,测试点应随机重复抽测10%,其声时相对标准差不应大于5%;波幅相对标。上述内容为声测管小编整理,想要了解更多相关资讯,请关注本网站,我们会持续更新内容。钢管的优点就是便于安装,可焊接在钢筋骨架上,可替代部分的钢筋截面,而且钢管道钢度比较大。埋置后可基本平行度和平直度,



日升昌钢管有限公司衷心欢迎新老客户莅临指导考察,亦欢迎国内外有志者联手合作。
本公司可根据用户需要,设计、制造特殊用途的 安徽马鞍山 钢花管厂家产品,欢迎来人来电、来函洽谈!


在较深的桥梁码头高层建筑钻孔灌注桩施工中,对于灌柱桩基检测要求采用声波透射法检测桩基质量,按照设计要求应该预埋检测管安徽马鞍山(声测管)。桩径0.8m以下的需埋设两根检测管,两根检测管必须固定在钢筋笼内同一直线上。桩径0.8m-2.0m的需埋设三根检测管,三根检测管必须呈等腰三角形固定在钢筋笼内。2.0m以上的需埋设四根检测管,四根检测管必须呈正方形固定在钢筋笼内。常规要求采用外径50-60mm的钢管,壁厚3.5mm左右,施工中采取现场焊接法。这种方法在施工中所需成本高,操作复杂,给现场施工带来极大不便,施工成本只占普通焊管成本1/3左右。大大提高了工作效率,降低了施工成本。二操作简捷:因声测管的焊接技术要求很高,需有专业的焊接人员。为保证桩基混凝土的质量,在桩基灌注过程中均有时间限定,采用焊接的检测管在钢筋笼对接过程中,还得焊接检测管,给钻孔灌注增加了施工风险。而我公司生产的声测管在安装过程中只需上管插入下管,然后用简单的工具稍加紧固可。无须焊接,无须电力,无需任何技术,大大节约了施工时间,避免了过长时间的安装给施工带来的风险,大幅提高了工作效率。三 质量可靠:桩基在混凝土灌柱时对声测管的密封性、抗渗性、抗拉性、抗扭矩、抗压等方面的要求特别严格,生产及安装中稍有不慎将造成堵管、渗漏或管变形,桩基检测将无法完成。现场焊接无法检测管壁、接口及管底的封头密封性,因此抗渗漏性能很难保证。而我公司生产的声测管从原料采购就由专人严把质量关,生产前后经过多次检测,产品成型后再需经三道检测工序即初检、气检、水检。确保产品合格率为,从而保证了桩基质检要求。



另外,自动或半自动埋弧焊的焊接速度快,钳压式声测管生产效率高,劳动条件好,适用于大批量拼装制造焊缝。自动或半自动埋弧焊采用的焊丝和焊剂应与构件钢材的强度相适应。气体保护焊电弧加热集中,焊接速度快,熔深大,塑性和抗腐蚀性好,焊缝强度比手工焊的高,适合于较厚钢板的焊接焊接时根据焊缝的截面形状,分为对接焊缝和角焊缝。对接焊缝的主要特点是用料经济传力简捷均匀受力性能力好和疲劳强度高等,但是焊件边缘需要开坡口且尺寸要求准确,故制造较费工。对接焊缝坡口的形式与尺寸应结合焊件厚度便于施焊保证焊缝质量和减小焊缝截面面积的原则,按标准《埋弧焊焊缝坡口的基本形式与尺寸》一选用。对接焊缝可视为焊件截面的延续组成部分,焊缝中的应力分布情况与焊件原来的基本相同
