




选气缸管-实体厂家可定制产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:选气缸管-实体厂家可定制的图文介绍
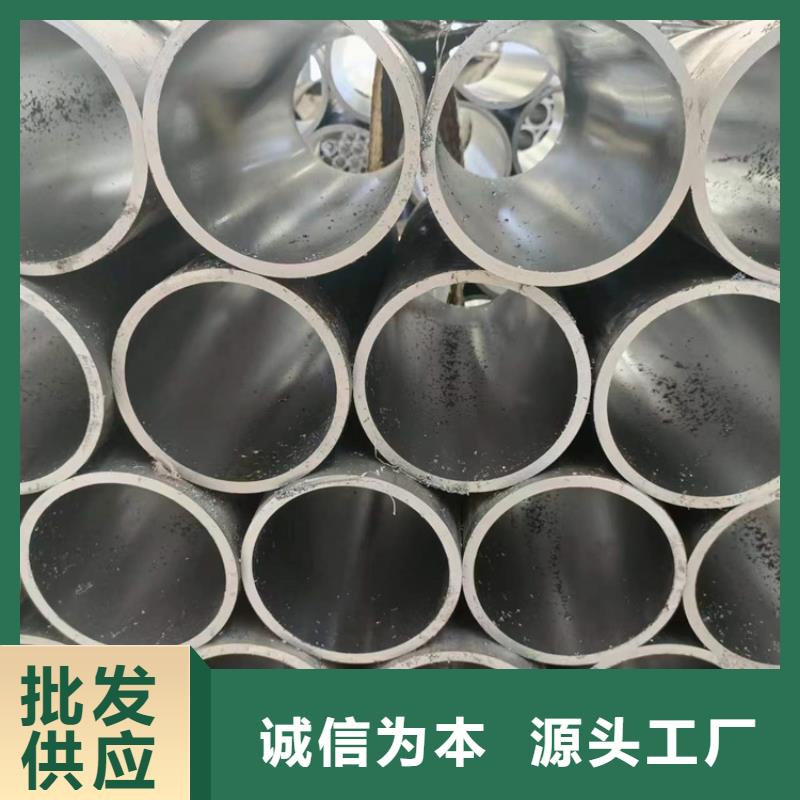
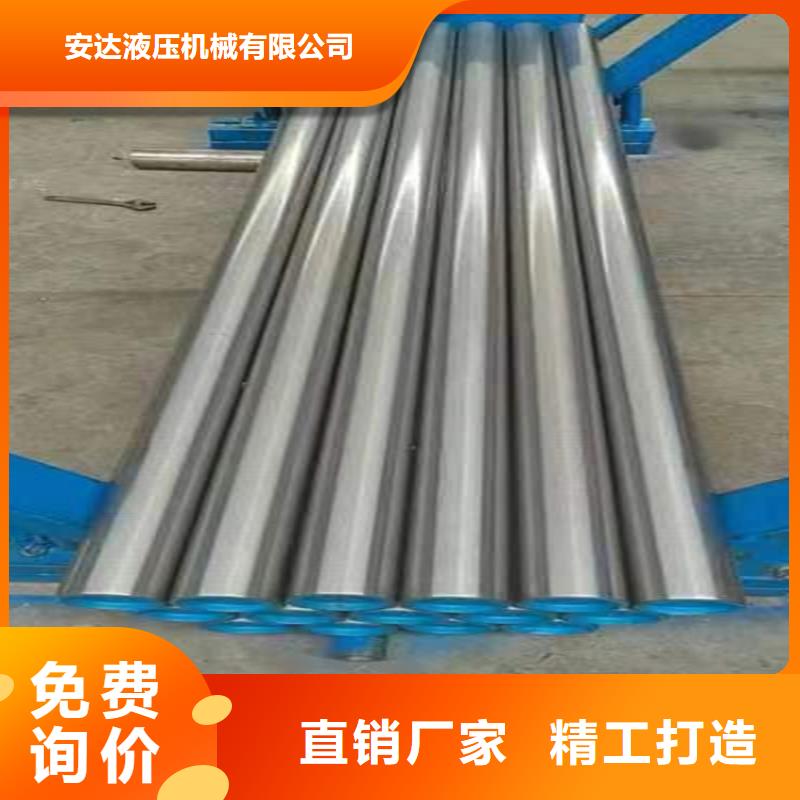
安达液压机械有限公司是集 广东河源珩磨管加工厂研发生产销售于一体的高新技术公司。开发力量雄厚,生产设备精良,工艺流程先进,质检监督机构齐全。所生产的 广东河源珩磨管加工厂产品畅销全国三十多个省市自治区以用户为中心、以人才为根本、努力实现你我共赢”的经营理念,在 广东河源珩磨管加工厂用户中赢得了良好的声誉和高度评价。


广东河源企业旺旺珩磨管绗磨管油缸管27simn绗磨管生产厂所谓调质,一般是指含碳量在0.3-0.6%的中碳钢.一般用这类绗磨管制作的零件要求具有很好的综合机械性能,即在保持较高的强度的同时又具有很好的塑性和韧性,人们往往使用调制处理来达到这个目的,所以人们习惯上就把这一类绗磨管称作调质钢山东大口径绗磨管市场出现回调行情 如果9月份的行情围绕需求复苏展开,那么10月份行情会回到供需博弈上。从需求来看,9月份终端需求普遍减少。一是房地产新开工面积连续2个月回落,新开工累计增速环比3个月回落,印证了今年下半年房地产调控从严的特点。二是制造业、汽车行业虽有改善,但也依旧疲软,今年前8个月,我国承接新船订单同比大幅下降,8月份制造业投资数年来首次出现负增长。三是基建虽有改善,但增长幅度有限,靠基建对冲需求下滑相对困难。



广东河源企业旺旺珩磨管绗磨管油缸管不过,我们在使用这一种珩磨工具时,也是需要注意以下几点:1、大口径绗磨管对于设备的行程应不超过珩磨时的宽度范围,否则的话,那么就有可能会严重损坏珩磨齿轮。2、绗磨管在珩磨量的控制上,应将其数值控制在合理的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。3、大口径绗磨管珩磨齿轮的材质,由于比较脆,所以是严禁敲打的,以免使其损坏而不能使用了。关于如何提高大口径绗磨管表面的光洁度这个问题,想要达到目标其实不难,因为可以从珩磨工艺上入手,进而来实现。进一步将,选择适合的珩磨油石,并控制好粗糙度,使其在正常允许范围内,那么就能达到上述要求了。不过,在某些情况下,还是要注意一下珩磨管所用材质,以及材料硬度如何,以便可以综合考虑



广东河源企业旺旺珩磨管绗磨管油缸管小口径绗磨管磨管尺寸偏差的计算方法1.小口径珩磨管检查台作用在成品检查台上,对称品合金钢管要逐支进行管径、壁厚的测量,精密管,同时进行内外表面质量的检查。2.小口径珩磨管尺寸偏差的计算方法—小口径珩磨管外径偏差的计算正偏差=(D 大-D 公)/D 公×100%负偏差=(D 小-D 公)/D 公×100%外径公差范围=正偏差+负偏差3.小口径珩磨管壁厚偏差计算正偏差(+△S)= S max ? S公 ×100% S公 S max ? S公 S公 ×100%负偏差(-△S)= 壁厚公差范围=正偏差+负偏差



广东河源企业旺旺珩磨管绗磨管油缸管 质量是产品的前提,只有质量好了,才是服务客户的根本,所以,对液压油缸管 表面的缺陷进行完美的修复,是我们对客户的 承诺 45#绗磨管在淬火后加高温回火是调质 调质处理是热处理的一种工艺,是指绗磨管在淬火后加高温回火.目的是使45#绗磨管调质后的零件具有优良的综合机械性能.关于调制处理工艺的加温时间保温时间冷却速度冷却介质等,要看具体的材料,具体零件的技术要求来决定。耐磨铸铁、合金铸铁由于铸件壁厚不均匀,在加热,冷却及相变过程中,会产生效应力和组织应力。另外大型零件在机加工之后其内部也易残存应力,所有这些内应力都必须。去应力退火通常的加热温度为500~550℃保温时间为2~8h,然后炉冷(灰口铁)或空冷(球铁)。采用这种工艺可铸件内应力的90~95%,但铸铁组织不发生变化。若温度超过550℃或保温时间过长,反而会引起石墨化,使铸件强度和硬度降低。
