


联系我们

48*3.0架子管生产线
发布时间:2024-09-19 11:27:59 浏览次数:2 公司名称:[来宾]信利远金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电话咨询 |
| 发货期限 | 不含运费 |
| 供货总量 | 10000吨 |
| 运费说明 | 3-5天 |
| 材质 | 20#,45# |
| 产地 | 聊城 |
| 规格 | 48*2.2,2.5,2.75,3.0,3.25,3.5 |
| 类型 | 架子管 |
| 颜色 | 可喷漆 |
| 品牌 | 信利远 |
| 形状 | 圆形 |
| 可定制 | 是 |
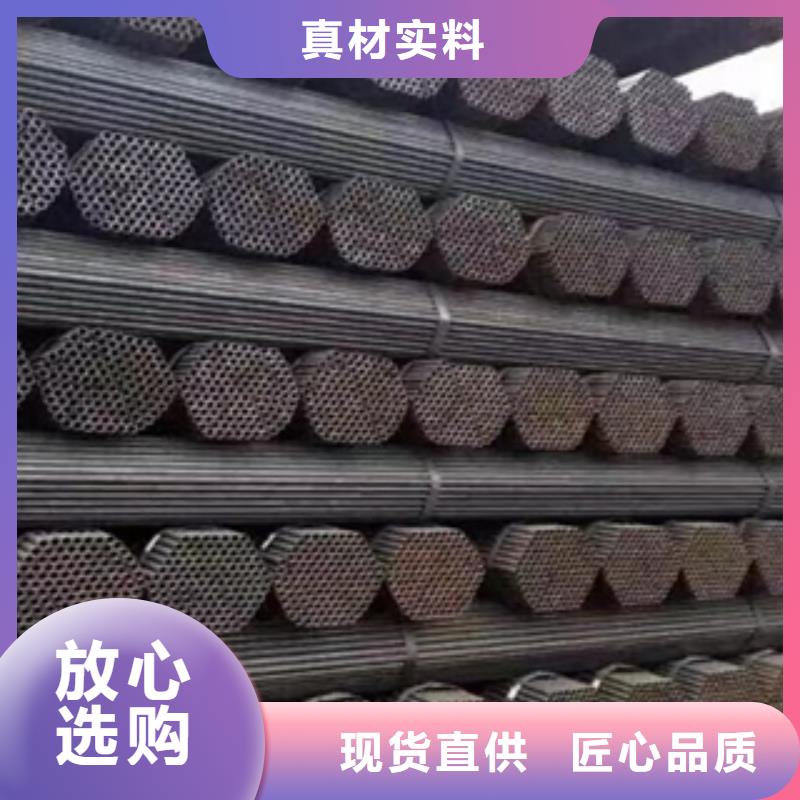




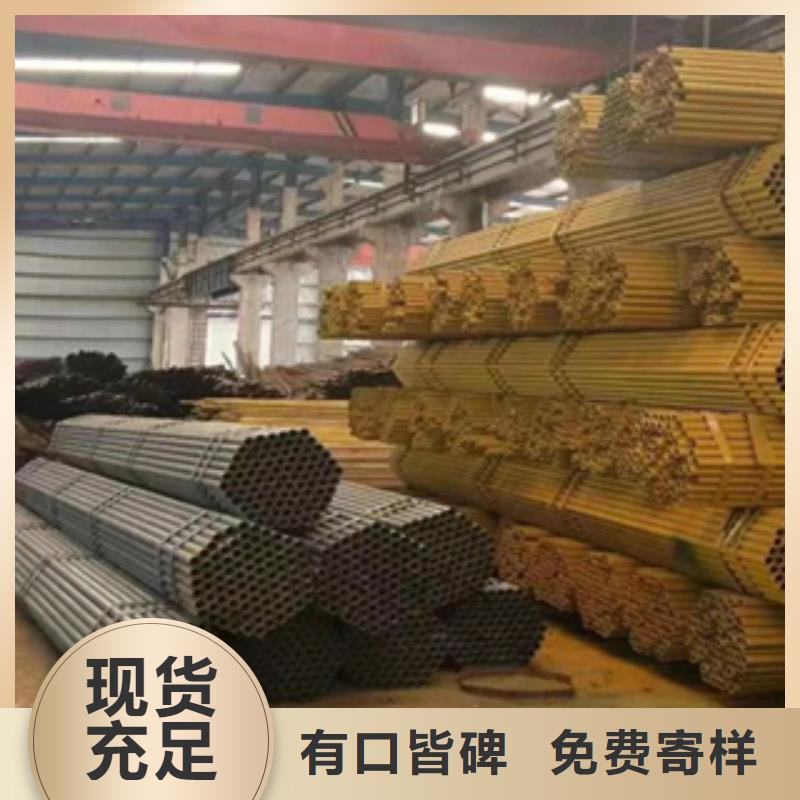
产品细节图

折叠编辑本段特点
扣件的粘砂面积累计不得大于100平方毫米。扣件的表面不允许有氧化皮。其余技术要求项目符合GB15831-2006的规定。
抗变形能力强。与普通的钢板冲压扣件相比,因制作工艺不同,突破了传统的冲压工艺对材质厚度(冲压工艺只能达到3.5毫米的厚度极限,在实际使用过程中因为强度不够而易变形)的限制而达到了5毫米,完全能在保证使用过程中不变形,从而保证了产品的和重复有效使用。直角扣件能够保证扣件在使用中的良好使用性能和用途,保证施工中的正常使用。
抗滑性能强。扣件的抗滑性保证了钢管与扣件呈贴合面状态,贴合面积大,克服了铸铁扣件与钢管呈点或线贴合的缺点,了钢管滑脱的隐患,保证使用钢管时的安果。钢管扣件的抗滑性能比较好的克服了铸铁扣件与钢管呈点或线贴合的缺点,能够有效的减少施工中出现的失误和事故。


折叠编辑本段生产工艺
扣件的生产方法包括盖板及中间部的热压工艺生产方法。盖板的生产方法为:由钢板经冲压机出成毛坯后,将毛坯加热,用冲压机冲出盖板的形状,工件冷却后入冲孔冲压机冲出螺栓孔,然后将工件放到撅嘴机上,在开口孔的外侧两边各撅起一凸起后成型。中间部的生产方法为:钢板经冲压机毛坯后,在十字线纵向安装螺栓位置冲出长形孔,将工件加热,按照模具冲压出中间部的形状;冷却后将工件放在斜型台上,对每个孔进行精冲,成型。本发明的优点在于该扣件的生产方法为热冲压工艺,本工艺增大了扣件的韧性,不易变形,扣件经热冲压后,增加了R弧线弧度,使卡口连接面面积增大,从而使接触面积增大,增大摩擦力,使建筑扣件更可靠。



公司实力

来宾信利远金属材料有限公司自成立以来,非常注重创新和研发的投入,为拓展思路,公司大量收集、整理各地需求信息外,不断为 方矩管产品发展注入新的活力。
