


以下是我们上传的压花不锈钢板来厂实地考察实拍视频,您可以点击观看。
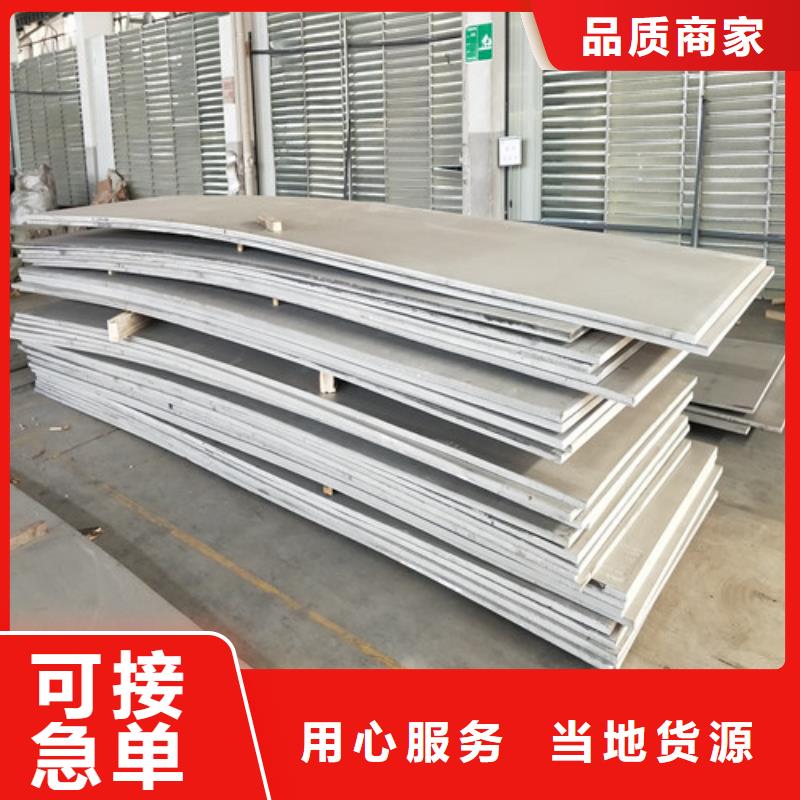
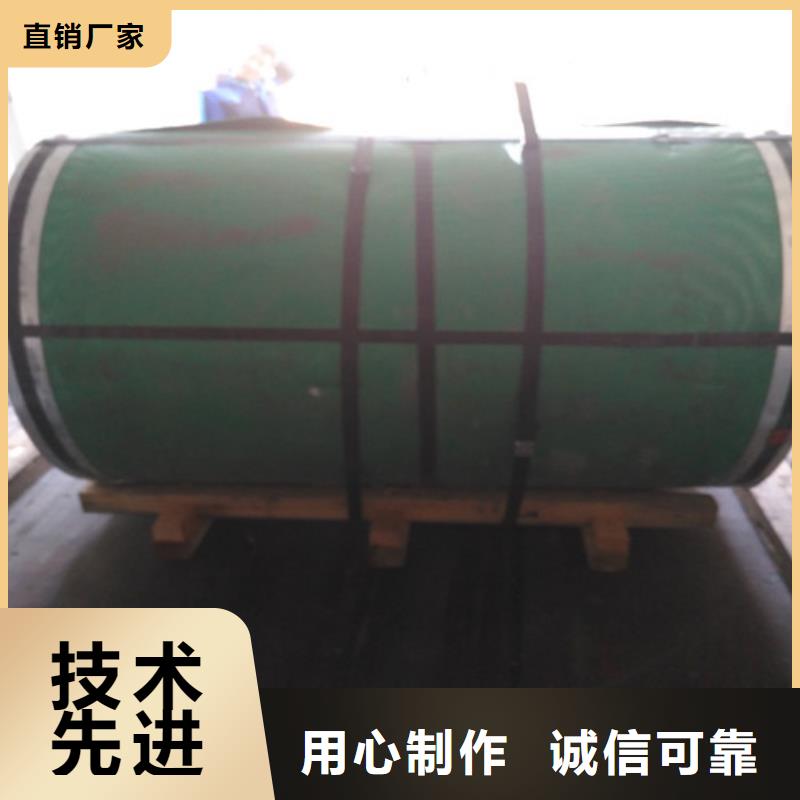
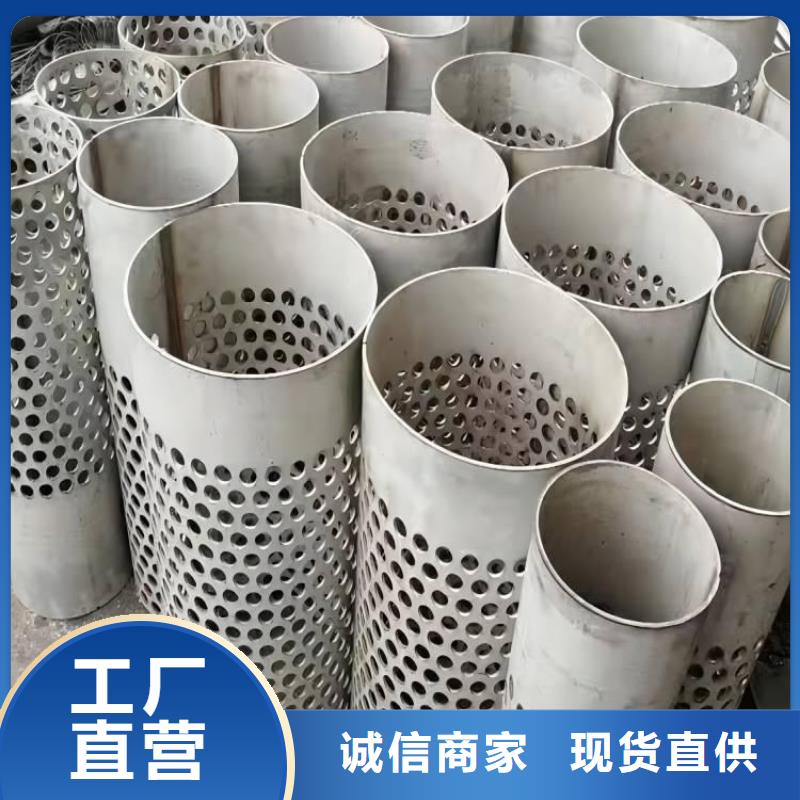
以下是:压花不锈钢板来厂实地考察的图文介绍


2Cr13钢冷塑性变形性能、深拉和深冲性以及切削加工性均尚好,它的热加工温度以850-1200℃为宜,随后需砂冷或及时进行退火处理。它的热处理工艺见表2-20。此钢焊后硬化倾向大,易出现裂纹。若用Cr202,Cr207等焊条焊接时,焊前需经250-350℃预热,焊后需在700-730℃回火,若用奥107,奥207等焊条焊接,则可不进行焊后热处理。 3Cr13钢由于碳含量高,故冷变形性能较1Cr13,2Cr13钢为差,但其热加工并无困难,热变形适宜温度为850-1200℃,随后需缓冷并及时退火。3Cr13钢的软化退火与淬火工艺与1Cr13,2Cr13相同,但回火温度较低,一般为200-300℃。由于3Cr13钢可焊性差,一般情况下它不用于焊接。 4Cr13钢的热加工温度与1Cr13,2Cr13,3Cr13相同。但其冷加工性能较3Cr13更差。热处理时退火温度为750-800℃,随后炉冷;淬火温度为1050-1100℃,然后油冷;回火工艺与3Cr13不锈钢相同。此钢的可焊性很差,一般不用于焊接。



高纯Cr26Mo1钢适宜的热加工温度为870-1150℃。正常的热处理制度为:在870-920℃加热后急冷。 高纯Cr26Mo1钢可采用钨极氩弧焊和金属极氩弧焊焊接。当需要填丝时,可采用同材也可采用异材(例如,含钼的Cr-Ni奥氏体钢)焊丝。 当需采用焊条时,可选用含钼的超低碳不锈钢焊条。焊前、焊后均需仔细清洗焊件,防止杂质污染。焊接过程中。防止碳、氮、氧、氢等进入焊缝中。焊接热输入要低。焊前、焊后热处理是不允许的。高纯Cr26Mo1钢不锈钢板板钨极氩弧焊后,其焊缝、熔合线和热影响区的脆性转变温度在-60~0℃附近波动。这与截面尺寸、缺口精度和质量、焊接工艺操作有关。 (5)物理性能: Cr26Mo1钢的物理性能为: 密度ρ:7660kg/m3; 线膨胀系数α:100-300℃时,8.34×10-6K-1; 热导率λ:300℃时,18.4W/(m.K) 比热容c:300℃时,460J/(kg.K) 弹性模量E:20-300℃时,201800MPa。


00Cr20Ni18Mo6CuN不锈钢是一种碳含量极低的高钼含氮奥氏体不锈钢。此钢的突出特点是在氯化物环境中具有优异的耐蚀性,包括耐点腐蚀、缝隙腐蚀、应力腐蚀和一般腐蚀的性能。同时在很多还原性酸介质中耐蚀性也很好。另外,该钢中由于氮含量很高,因而具有比常用奥氏体不锈钢更高的强度。该钢种主要用于海水设备,纸浆和造纸工业中的漂白装置设备,气体清洗系统的结构件(如纸浆和冶金工业以及电站中)和处理与输送含卤族化合物介质的容器和管线,以及炼油装置等。 00Cr27Ni31Mo3Cu是近乎铁镍基合金的高铬奥氏体不锈钢,其 特点是在多种强腐蚀性环境中耐蚀性非常出色。在各种腐蚀性非常苛刻的化工介质,比如湿法磷酸中,在海水以及近海油气生产环境中,耐一般腐蚀、点腐蚀、缝隙腐蚀、应力腐蚀和晶间腐蚀的性能都很好。因而该钢种通用性很好,主要用于工业磷酸和磷肥的生产设备、海水热交换器及有关装置,以及有机酸(如醋酸)和氟化物的生产设备等。



淮南昌盛源金属有限公司注重现代企业形象的塑造和无形资产的积累,强化企业管理,坚持用户至上,将质量管理与国际结轨,把 201不锈钢产品进入国内外大市场,树立品牌的企业形象。公司生产设备齐全,技术力量雄厚,检测手段先进,可根据客户需求定制各种 201不锈钢。
