


想要更直观地感受桥梁防撞护栏制造厂商产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:桥梁防撞护栏制造厂商的图文介绍


用钨极氲弧焊焊接内衬管间的连接端口, 焊材选用不锈钢焊丝且焊接电流为 60~90A。 焊接过程中存在的主要问题是引弧易穿丝, 平焊位置易出觋焊瘤, 仰焊位置易出现内凹, 这些问题均可通过调节手动送丝的快慢、焊接速度、 焊枪角度等于以解决。 内衬不锈钢复合钢管打底层的焊接方法与封接层的相同, 即采用 GTAW 焊。 THT -309LSi(H03Cr24Ni13Si1) 焊丝熔敷金属的化学成分与 304 不锈钢的为接近, 符合不锈钢焊接选用焊材的基本原则, 因此采用准 2.5 mm 的 THT -309LSi(H03Cr24Ni13Si1) 焊丝。 过渡层是确保在使用过程中能够有效阻止基层中的碳向复层不锈钢进行渗透稀释, 甚至形成硬脆马氏体组织, 导致焊缝从复层(耐蚀层) 开始失效至关重要的一层焊缝, 过渡层焊接在复层焊缝表面及无损检测合格后进行, 宜采用焊条电弧焊焊接工艺, 焊接时选用小直径焊条、 采用较小的焊接线能量。



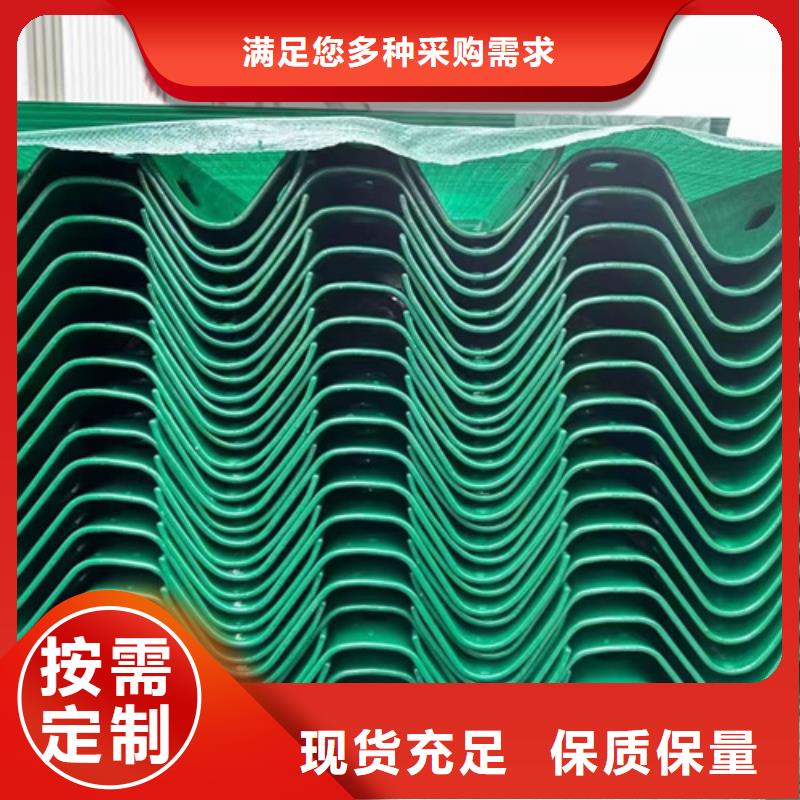
三波形梁护栏板的规格长4320毫米,波宽505毫米,波高85mm,板厚:4mm;理论重量:102kg,配合130*130的方管立柱。立柱:规格Φ11Φ140mm长度根据要求一般为85米、95米、2米、15米壁厚5MM;理论重量:Φ114的115kg/m、Φ140mm的104kg/m.标准段每公里用250块护栏板。 特点:防腐、防老化、抗晒、耐候等特点。表面防腐形式有电镀、热镀、喷塑、浸塑,镀锌后浸塑。使用效果:⑴结构合理,功能优。与景观相协调,形式美。防腐处理:经除锈、打磨、钝化、硫化等工艺后,采用镀塑处理,色彩为果绿色,镀层厚度为0.6~6mm,镀粉采用抗老化性能较佳的进口耐候性粉料,镀层必须颜色一致,表面光滑,不允许有流挂、滴瘤或多余结块。 镀件表面应无漏镀、露铁等缺陷。根据其样式可分等等。是重要的交通基础设施,高速公路是从80年代发展起来的,它对国民经济和社会的发展起着重要的影响作用。是高速公路重要和保障设施。 材质:选用低碳钢丝、铝镁合金丝,喷塑。编织及特点:编焊而成;网格结构简练、便于运输、安装不受地形起伏限制,是对于山地、坡地、多弯地带适应性极强。该产品坚固耐用、价格中等偏低,适合大面积采用。用途及使用范围:主要用于公园/动物园围栏、校园/场区围界、道路交通隔离、临时隔离带。

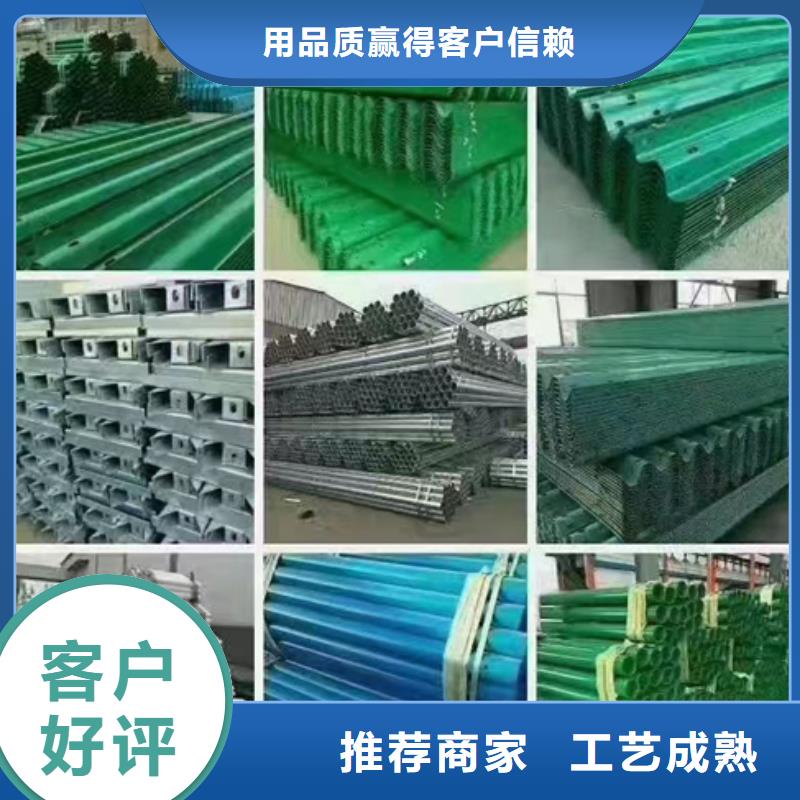
下面为大家介绍一下道路护栏的加工流程:都是经过无缝铁管折弯、焊接、打磨、满焊加工成型,表面处理喷塑、浸塑等成为客户所需求的颜色,然后经过贴反光膜等一系列具有很高的辨识度,对驾驶者或行人有很好的警示作用。 能降低发生事故的几率和伤亡程度,有更的效果。主要用于道路施工现场、高速公路、小区门口等。安装简单方便,搬运轻巧便捷,是道路施工和隔离人群的必要选择。以上介绍的是道路护栏的加工流程,希望大家有所了解,更多信息请登录。 下面为大家介绍一下铁艺护栏的表面装饰:铁艺护栏表面的装饰效果漆丰富多彩,大都是采用进口油漆手绘而成,既古朴、典雅,又时尚、潮流.为经典的表面装饰效果有青古铜色、红古铜色、古铜金、黑金边、铜金边、边等.为了保证装饰涂(镀)层与铁艺制品表面有良骸? 下面为大家介绍一下铁艺护栏的表面装饰:铁艺护栏表面的装饰效果漆丰富多彩,大都是采用进口油漆手绘而成,既古朴、典雅,又时尚、潮流.为经典的表面装饰效果有青古铜色、红古铜色、古铜金、黑金边、铜金边、边等.为了保证装饰涂(镀)层与铁艺制品表面有良骸?


当然,市场仍然多在 ,把持。随着国内房产市场、交通工程、港口机场的不断建设,为护栏行业的发展带来了的契机。据了解,国内护栏市场近100亿的需求量,而产能达到了500亿。供大于求的市场状况,表明了市场竞争激烈。 而现在的销售模式仍停留在了、招投标等方式上,逐渐成熟的今天,护栏产品的电子商务销售却是一片空白。而电子商务在早已经响过了春雷,在其它行业,站纷纷破土而出,争奇斗艳,如小轿车上了雅宝的站等等。 站正在咬牙攻关,蓄积力量,在平静的表面下伺机而发。然而电子商务不是少利,她必将形成一种产业化的结构,对人类的文明产生又一次。电子商务将以其空间时间无限性、中间环节简单性以及购物方便快捷性而受广大民众青睐,从而在全社会范围对商业运作产生深远的影响。 富有远见的商家经营的不只是今天,更应该早早地为明天做好,随时随地洞观局势,方能处处对手。公路护栏业介入电子商务是大势所趋。行业越来越,无论是价格、管理和,对护栏企业的要求越来越高,各个制造商都在全力的进行改造和。



榆林广顺交通设施有限公司自成立以来,非常注重创新和研发的投入,为拓展思路,公司大量收集、整理各地需求信息外,不断为 波形护栏立柱、生命防护栏厂家、高速公路护栏厂家、波形护栏板厂家产品发展注入新的活力。


内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。


