

想了解40cr无缝钢管性价比高产品的更多信息?一部视频,让你轻松get到所有重点!
以下是:40cr无缝钢管性价比高的图文介绍

40cr合金管经调质处理可用于制造中速、中载的零件,如机床齿轮、轴、蜗杆、花键轴、顶针套等;调质并表面高频淬火用于制造表面高硬度、高耐磨的零件,如齿轮、轴、主轴、曲轴、心轴套筒、销子、连杆、进气阀、螺钉等淬火及中温回火用于制造重载、中速冲击的零件,如油泵转子、滑块、齿轮、主轴套等;淬火及低温回火用于制造重载、低冲击、耐磨的零件,如蜗杆、轴类、套等;碳氮处理制造尺寸较大、低温韧性较高的传动零件,如轴、齿轮等.
化学成份和力学性能:成分: 硅0.17~0.37%,锰0.5~0.8,铬0.8~1.1%
调质处理:试样直径:25mm,850度淬火加热油淬,520度回火后:抗拉1000兆帕,屈服800兆帕,延伸9%,断面收缩45%,冲击韧性588.3千焦/平方米。
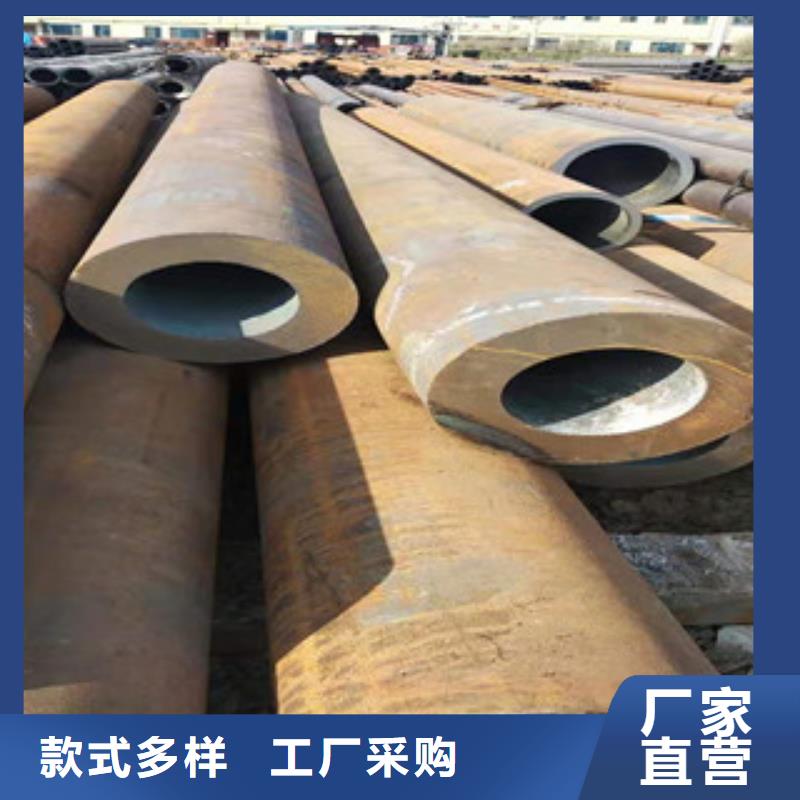
因其制造工艺不同,又分为热轧(挤压)无缝钢管和冷拔(轧)无缝钢管两种。冷拔(轧)管又分为圆形管和异形管两种。
40cr无缝钢管工艺流程
热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→坯管→矫直→水压试验(或探伤)→标记→入库。
冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
化学成份和力学性能:成分: 硅0.17~0.37%,锰0.5~0.8,铬0.8~1.1%
调质处理:试样直径:25mm,850度淬火加热油淬,520度回火后:抗拉1000兆帕,屈服800兆帕,延伸9%,断面收缩45%,冲击韧性588.3千焦/平方米。
因其制造工艺不同,又分为热轧(挤压)无缝钢管和冷拔(轧)无缝钢管两种。冷拔(轧)管又分为圆形管和异形管两种。
40cr无缝钢管工艺流程
热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→坯管→矫直→水压试验(或探伤)→标记→入库。
冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。


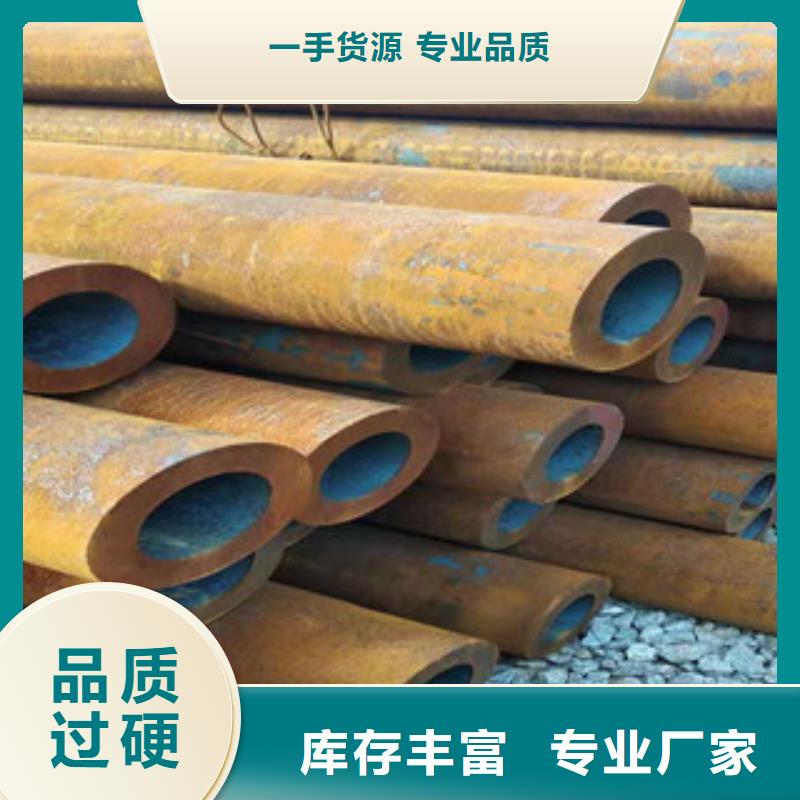
机械用40cr无缝钢管根据用途要求须有较高的尺寸精度、良好的机械性能和表面状态。如轴承管要求较高的耐磨性、组织均匀和严格的内、外径公差。除做一般的机械性能检验项目外,还要做低倍、断口、退火组织(球化组织、网状光、带状),非金属夹杂物(氧化物、硫化物、点状等)、脱碳层及其硬度指标等试验。普通锅炉管用于制造各种结构锅炉的过热蒸汽管和沸水管。高压锅炉管用于高压或超高压锅炉的过热蒸汽管、热交换器和用于高压设备的管道。上述热工设备用钢管都在不同的高温高压的条件工作,应保证良好的表面状态、机械性能和工艺性能。一般均要检验其机械性能,做压扁和水压试验,高压锅炉管还要求做有关晶粒度的检验以及更严格的无损检测。



40cr钢管的使用要求
1、机械强度高:新型耐高温40C无缝r钢管烧结后的抗弯强度可达250MPa,热压产品可达500MPa。新型耐高温42CrMo钢管的成分愈纯,强度愈高。强度在高温下可维持到1100℃。利用新型耐高温42CrMo钢管的这一性质可以制成装置瓷和其他机械构件;
2、硬度高: 硬度高,加上优良的抗磨损性,所以广泛地用以制造刀具、磨轮、磨料、拉丝模、挤压模、轴承等。用新型耐高温40Cr钢管加工汽车发动机和飞机零件时,可以以高的切削速度获得高的精度;
3、熔点高,抗腐蚀:新型耐高温40Cr钢管的熔点为2050℃,能较好地抵抗一些熔融金属的侵蚀,可用作耐火材料、炉管,热电偶保护套等;
4、化学稳定性好: 许多复合的硫化物、磷化物、砷化物、碘化物、氧化物以及硫酸、盐酸、硝酸、 不与新型耐高温40Cr钢管作用。


山东顺泽金属制品有限公司对40Cr的焊接性:
结晶时易偏析,对结晶裂纹(一种热裂纹)比较敏感,焊接时容易在弧坑和焊缝中凹下的部分开裂。含碳量较高,快冷时易得到对冷裂纹很敏感的淬硬组织(马氏体组织)。过热区在冷速较大时,很容易形成硬脆的高碳马氏体而使过热区脆化。
焊接工艺要点:
1、一般在退火(正火)状态下进行焊接。
2、焊接方法不受限制
3、用较大线能量,适当提高预热温度,一般预热温度及层间温度可控制在250~300℃之间。
4、焊接材料应保证熔敷金属的成分与母材基本相同,如J107-Cr
5、焊后应及时进行调质热处理。若及时进行调质处理有困难,可进行中间退火或在高于预热的温度下保温一段时间,以排除扩散氢并软化组织。 对结构复杂、焊缝较多的产品,可在焊完一定数量的焊缝后,进行一次中间退火.
结晶时易偏析,对结晶裂纹(一种热裂纹)比较敏感,焊接时容易在弧坑和焊缝中凹下的部分开裂。含碳量较高,快冷时易得到对冷裂纹很敏感的淬硬组织(马氏体组织)。过热区在冷速较大时,很容易形成硬脆的高碳马氏体而使过热区脆化。
焊接工艺要点:
1、一般在退火(正火)状态下进行焊接。
2、焊接方法不受限制
3、用较大线能量,适当提高预热温度,一般预热温度及层间温度可控制在250~300℃之间。
4、焊接材料应保证熔敷金属的成分与母材基本相同,如J107-Cr
5、焊后应及时进行调质热处理。若及时进行调质处理有困难,可进行中间退火或在高于预热的温度下保温一段时间,以排除扩散氢并软化组织。 对结构复杂、焊缝较多的产品,可在焊完一定数量的焊缝后,进行一次中间退火.


新策钢管有限公司以 山东德州20#绗磨管产品质量为基石谋求发展,以诚信为根本谋求利益,把 山东德州20#绗磨管产品质量、诚信务实、合作共赢视为公司的命脉,公司秉承让客户放心,让用户安心的理念,得到了广大用户的一致认同与好评,我们坚信在您们的支持与帮助下,我们将会越来越好,为广大用户提供更加优质的 山东德州20#绗磨管产品,贴心的服务。

