




我们的复合管护栏防撞立柱价格视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:复合管护栏防撞立柱价格的图文介绍
南平绿洲金属科技有限公司专注生产加工 不锈钢护栏, 拥有十多年生产经验。本公司是您优选的商业合作伙伴! 公司以“质量为本、客户至上、精益求精”为指导,通过人才培训,设备更新,技术革新,产业升级等一系列措施,并运用成熟的工艺、科学的管理使公司成为一家具有j i强竞争力的企业。 我们将以优的产品、真诚的服务与各界合作伙伴携手共进,共谋发展!


不锈钢复合管护栏的制造注意以下几点: 1、基材浇注 :立柱、横梁、栏片和柱帽的浇注成型,基材配合比由试验室试验确定。制备立柱、横梁、栏片和柱帽的基材同时使用粗细骨料。基材搅拌应采用强制式搅拌机,材料计量误差应按TB10210的规定执行。搅拌时间应符合所用搅拌机的规定,已保证搅拌均匀。 2、立柱、上下横梁、栏片和柱帽模具应有足够的强度、刚度和稳定性。模具的长度、宽度和高度大尺寸偏差为±2㎜。在浇注成型前应将模具清擦干净,并在其内壁涂上一层脱模剂。 3、钢筋焊接与图层 :钢筋加工的形状、尺寸应符合设计规范。钢筋的表面应洁净、无损伤,油渍、漆污和铁锈等应在使用前干净。带有颗粒状和片状老锈不得使用。钢筋应平直,无局部弯曲。钢筋焊接骨架的所有钢筋相交点必须焊接。钢筋下料长度和间距偏差不应大于±5㎜。不锈钢护栏由于不同材质、不同的造型、不同的颜色以及不同的样式,选择与周围的环境相互协调的护栏设计,可以起到美化桥梁、美化环境的作用。



不锈钢复合管护栏 1、通过观察、尺量检查、进场检验记录,确认栏杆造型、尺寸及安装位置是否符合设计要求。2、通过检查隐蔽工程检查记录,确认栏杆立柱固定点的数量、规格、位置及连接点是否符合设计要求。3、通过观察、尺量检查、手板检查,确认栏杆高度、立柱间距、安装位置必须符合设计要求。栏杆安装必须牢固、无松动。4、栏杆、扶手安装的允许偏差和检查方法应符合《高级装饰工程质量检验评定标准》护栏垂直度:2mm。吊线、尺量检查;栏杆间距:2mm。吊线、尺量检查;面管、横杆直顺度:3mm、拉通线、尺量检查;栏杆高度差:2mm、尺量检查。景观护栏的标准根据它的使用的环境和场所都是不一样的,对于景观护栏来说要不断地进行增强它的设计的标准和制作的流程,对于景观护栏要在保证性的前提下增强它的使用性能。景观护栏在设计上应该注意的事项和特征是有很多的,那么在设计上尤其是公共景点上更应该要讲究设计,这样的话景观护栏不仅仅是能够好用,更重要的还要会发挥出来更大的优势和水平。



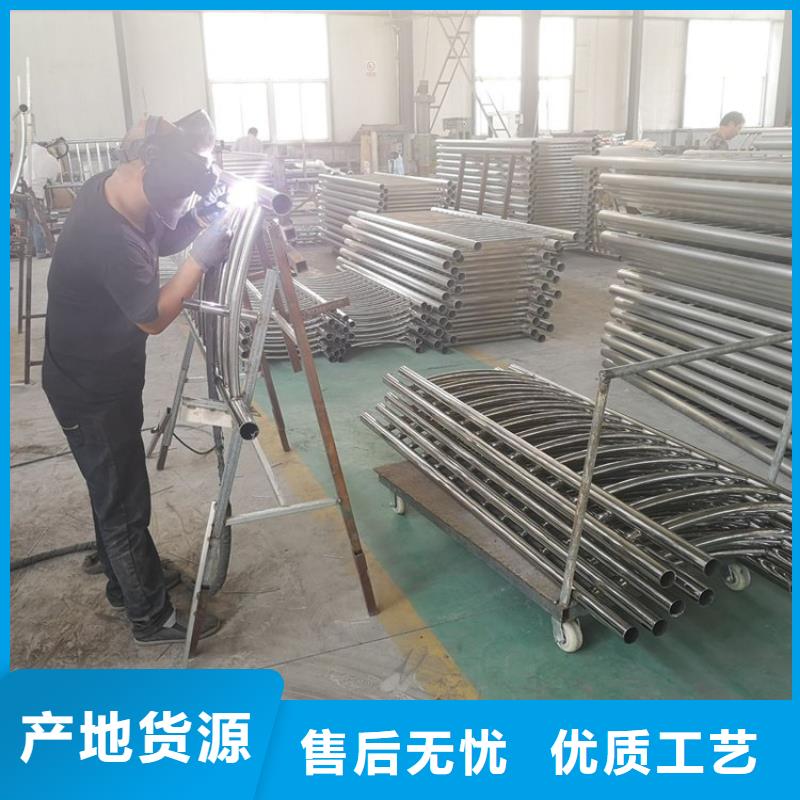
不锈钢复合管护栏焊接要点及注意事项 1.采用垂直外特性的电源,直流时采用正极性(焊丝接负极)。 2.不锈钢复合管利用氩弧焊焊接,具有焊缝成型美观,焊接变形量小的特点。 3.保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。 4.钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm。 5.为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。 6.焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接不锈钢时,以~3mm为佳,过长则保护效果不好。 7.对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。 8.为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。 9.防风与换气。有风的地方,务请采取挡网的措施,而在室内则应采取适当的换气措施。



不锈钢复合管护栏经过不同的抛光工艺,形成镜光、亚光、拉丝表面等现代工业化加工的装饰效果不锈钢复合管栏杆,而且不锈钢在冷加工、热加工、焊接等方面都具有良好的物理性能。高端的不锈钢护栏构配件采用的是不锈钢材质制作,有着的机械性能和优越的耐腐蚀性能,使得产品具有良好的抗水平荷载性能、抗垂直荷载性能、抗软重物撞击性能. 防撞护栏一般在高速公路上或者公路桥梁上用的。所谓防撞,其实就是比较结实,防止撞击损坏,车辆在发生事故时碰到防撞栏不至于冲破防撞栏坠落到路面或桥面以下造成更大损失和伤亡。有效减免搬运设备往来穿梭时带来意外撞击造成的设备、设施的损坏。另外对物流搬运设备自身也起到防护作用。(如装卸货平台边沿的防护栏起到防止叉车意外跌落的危险)。