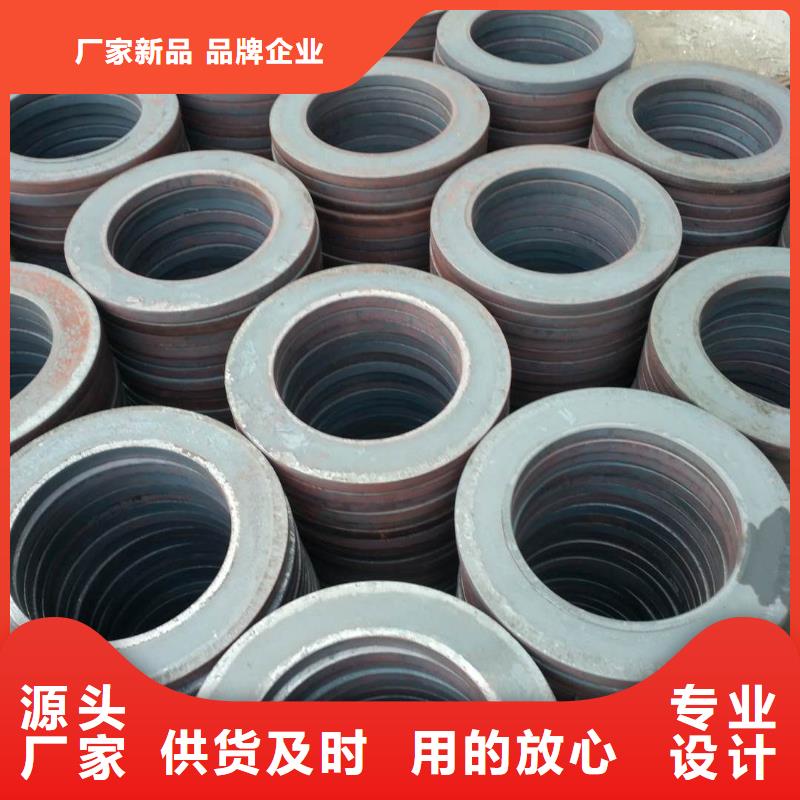
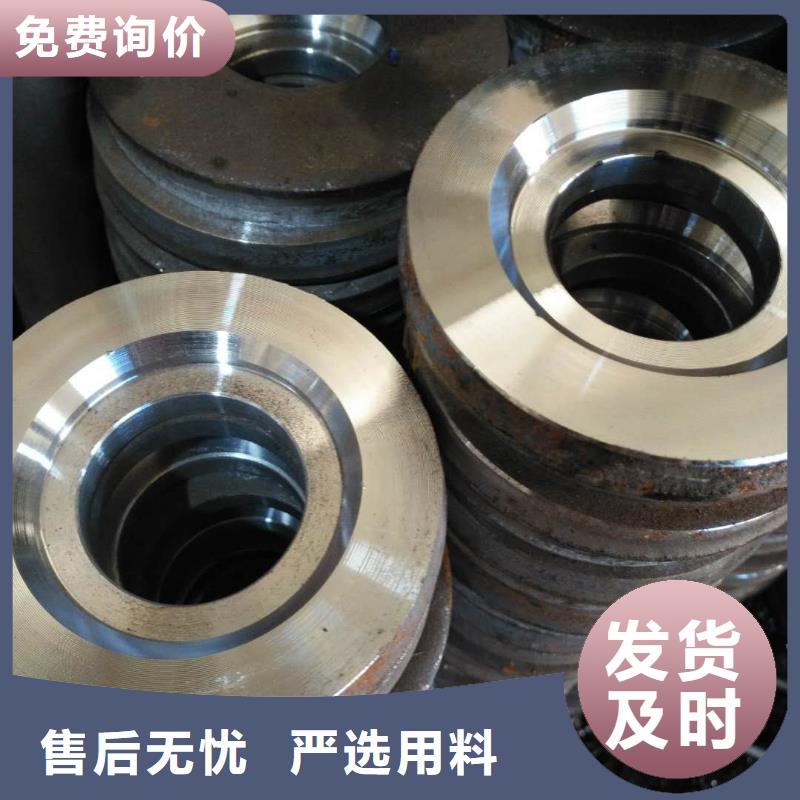
以下是:锻打法兰毛坯支持定做的产品参数
| 产品参数 |
|---|
| 产品价格 | 3000-8000 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 500000吨 |
|---|
| 运费说明 | 3-7 |
|---|
| 材质 | 235 16mn 20# 45# 20CR 40CR等 |
|---|
| 产地 | 聊城 |
|---|
| 规格 | 齐全 |
|---|
| 颜色 | 黑色金属 |
|---|
以下是:锻打法兰毛坯支持定做的图文视频
锻打法兰毛坯支持定做_搏远金属制品有限公司,固定电话:18563543833,移动电话:18563543833,联系人:季先生,QQ:364354310,聊城山东省聊城经济技术开发区蒋官屯办事处季海工业园发货到河南省 郑州市、开封市、洛阳市、焦作市、新乡市、平顶山市、鹤壁市、安阳市、濮阳市、许昌市、三门峡市、南阳市、漯河市、信阳市、周口市、驻马店市、商丘市 发货到 河南省。 河南省 河南省是中华民族和华夏文明的重要发祥地,是夏、商、周三代文明的核心区,三代文明奠定了中华文明绵延不断发展的基础,在河洛之间凝聚为成熟的文明形态,形成以王都为中心的辐射性统治格局。历史上,先后有20多个朝代200多位帝王在河南建都兴业。河南省地下文物全国,地上文物全国第二,是全国文物大省。河南历史代表文化为“中原文化”。
| 产品参数 |
|---|
| 产品价格 | 3000-8000 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 500000吨 |
|---|
| 运费说明 | 3-7 |
|---|
| 材质 | 235 16mn 20# 45# 20CR 40CR等 |
|---|
| 产地 | 聊城 |
|---|
| 规格 | 齐全 |
|---|
| 颜色 | 黑色金属 |
|---|
想要更直观地了解锻打法兰毛坯支持定做产品的细节和特色?我们为您制作了视频,它将带您进入一个比文字更加鲜活的世界。
以下是:锻打法兰毛坯支持定做的图文介绍
日标法兰简称为JIS法兰,属于日标法兰标准体系。是日标法兰(又称JIS法兰)的其中一种表现形式,是日标设备或管道上常用的法兰。
日本应用标准体系(JIS)
管子:大外径系列 (JIS G3454、JIS G3458、JIS G 3459)与ANSI大多数相同
无缝钢管公称直径:(DN6~DN650)mm 壁厚表示方法:管子表号"Sch"表示壁厚
焊接钢管公称直径:(DN350~DN2000)mm 壁厚表示方法:直接用壁厚数值表示。
管法兰:(JIS B2201、JIS B2220等)自成体系,既不属于"美式法兰",也不属于"欧式法兰"
公称直径: (DN10~DN1000)mm
公称压力等级:2K、5K、l0K、16K、20K、30K、40K、63K 共8个等级
法兰密封面:光滑面、大凸台面、小凸台面、凹凸面、榫槽面 5种
法兰型式:平焊式、承插焊式、对焊式、螺纹连接式、松套式及法兰盖6种
※JIS应用标准体系与ANSI和DIN等都不能配套使用。为了弥补这个缺陷,日本石油学会编制了一套JPI标准,它基本上等效采用了ANSI/API应用标准体系,故它能与ANSI互换。
◆日本应用标准体系JIS中常用的标准有:
JIS G3458 合金钢管
JIS G3459 不锈钢钢管
JIS G3468 电弧焊大直径不锈钢钢管
JIS B2201 铁素体材料管法兰压力等级
JIS B2202 管法兰尺寸
JIS B2210 铁素体材料管法兰基础尺寸
JIS B2220 钢制管法兰
JIS B2302 钢制螺纹连接管件
JIS B2311 普通用途的钢制对焊管件
JIS B2312 钢制对焊管件
JIS B2313 钢板制对焊管件
JIS B2404 管阀兰用缠绕式垫片



24 激光切割技术广泛应用于金属和非金属材料的加工中,可大大减少加工时间,降低加工成本,提高工件质量。激光切割是应用激光聚焦后产生的高功率密度能量来实现的。与传统的板材加工方法相比 , 激光切割其具有高的切割质量、高的切割速度、高的柔性(可随意切割任意形状)、广泛的材料适应性等优点。
(1)激光熔化切割山东搏远金属制品有限公司主要生产:法兰毛坯,法兰盘毛坯,热扩法兰毛坯,热扩法兰盘毛坯,热扩加强圈。冲压件:冲压垫片、法兰毛坯,加强圈,法兰盲板、冲压异形件,异形法兰毛坯,冲压圆片,方形法兰盘。支持来图来样订做和来料加工,可以根据客户需求生产各种规格材质的冲压件和热扩产品。公司自建立以来,以质量为本,规格齐全,价格优廉的宗旨,创造了很好的社会效益和经济效益,为谋求企业的长远利益,打下了稳定的基础。公司本着“誉、质量、用户”的经营原则
在激光熔化切割中,工件被局部熔化后借助气流把熔化的材料喷射出去。因为材料的转移只发生在其液态情况下,所以该过程被称作激光熔化切割。
激光光束配上高纯惰性切割气体促使熔化的材料离开割缝,而气体本身不参与切割。
——激光熔化切割可以得到比气化切割更高的切割速度。气化所需的能量通常高于把材料熔化所需的能量。在激光熔化切割中,激光光束只被部分吸收。
——切割速度随着激光功率的增加而增加,随着板材厚度的增加和材料熔化温度的增加而几乎反比例地减小。在激光功率一定的情况下,限制因数就是割缝处的气压和材料的热传导率。
——激光熔化切割对于铁制材料和钛金属可以得到无氧化切口。
——产生熔化但不到气化的激光功率密度,对于钢材料来说,在104W/cm²~105 W/cm²之间。
(2) 激光火焰切割
激光火焰切割与激光熔化切割的不同之处在于使用氧气作为切割气体。借助于氧气和加热后的金属之间的相互作用,产生化学反应使材料进一步加热。对于相同厚度的结构钢,采用该方法可得到的切割速率比熔化切割要高。
另一方面,该方法和熔化切割相比可能切口质量更差。实际上它会生成更宽的割缝、明显的粗糙度、增加的热影响区和更差的边缘质量。
——激光火焰切割在加工精密模型和尖角时是不好的(有烧掉尖角的危险)。可以使用脉冲模式的激光来限制热影响。
——所用的激光功率决定切割速度。在激光功率一定的情况下,限制因数就是氧气的供应和材料的热传导率。
(3)激 化切割
在激 化切割过程中,材料在割缝处发生气化,此情况下需要非常高的激光功率。
为了防止材料蒸气冷凝到割缝壁上,材料的厚度一定不要大大超过激光光束的直径。该加工因而只适合于应用在必须避免有熔化材料排除的情况下。该加工实际上只用于铁基合金很小的使用领域。
该加工不能用于,象木材和某些陶瓷等,那些没有熔化状态因而不太可能让材料蒸气再凝结的材料。另外,这些材料通常要达到更厚的切口。
——在激 化切割中,优光束聚焦取决于材料厚度和光束质量。
——激光功率和气化热对优焦点位置只有一定的影响。
——所需的激光功率密度要大于108W/cm2,并且取决于材料、切割深度和光束焦点位置。
——在板材厚度一定的情况下,假设有足够的激光功率,切割速度受到气体射流速度的限制。



搏远金属制品有限公司集研发、制造、销售 河南异性件厂家为一体的服务系统,是 河南异性件厂家。多年来以优质的产品、合理的价格、创新的经营方式、快捷的售后服务,赢得了全国二十几个省、市、地区广大用户的好评。产品已销布全国各地,并远销国外。我厂一直秉持品质卓越的理念,以优质的品质与合理的价位回顾顾客。全力提高产品水准,为客户提供方便便捷的服务。以诚信求发展,创高品质产品,坚定客户的成功才是我们的未来。


今年在河南省购买锻打法兰毛坯支持定做有了新选择,搏远金属制品有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的锻打法兰毛坯支持定做产品。如需购买或咨询,请随时联系我们,联系人:季先生-18563543833,QQ:364354310,地址:山东省聊城经济技术开发区蒋官屯办事处季海工业园。