


联系我们

当前位置:
新策钢管有限公司 >
延边本地今日新闻
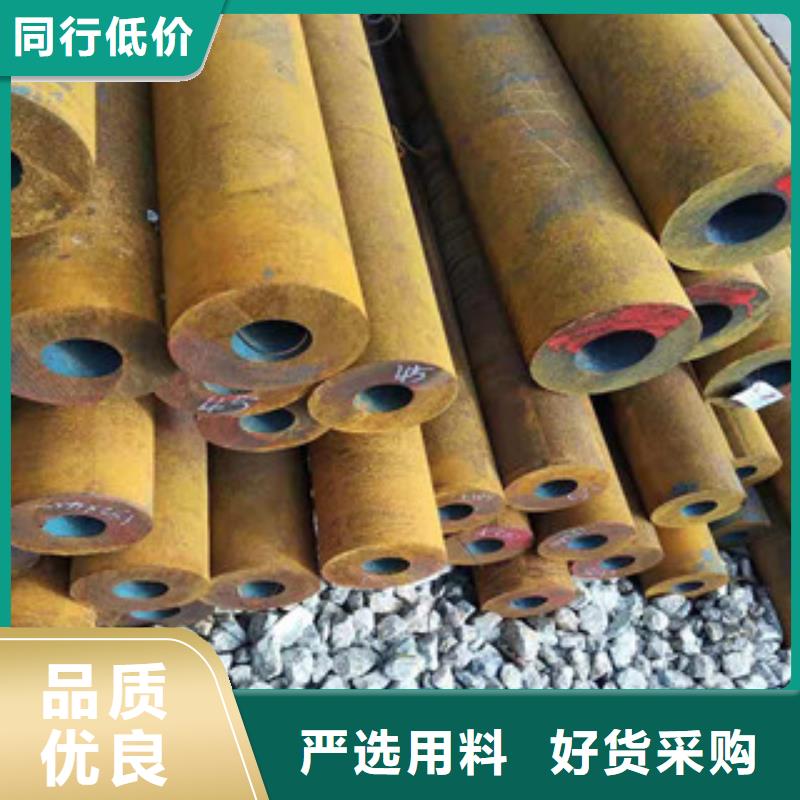
40cr厚壁大口径钢管专卖
更新时间:2024-12-25 21:09:26 浏览次数:5 公司名称: 新策钢管有限公司
以下是:40cr厚壁大口径钢管专卖的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 10000 |
| 运费说明 | 电议 |
| 是否厂家 | 是 |
| 加工定制 | 是 |
| 材质 | 40cr |
| 型号 | 89*12 89*16 89*20 |
| 产地 | 山东 |
| 类型 | 圆管 |
以下是:40cr厚壁大口径钢管专卖的图文视频





在吉林省延边市采买40cr厚壁大口径钢管专卖到新策钢管有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:姜先生-18464439969,QQ:,地址:《开发区大东物资公司3区28号发货到吉林省 延边市 延吉市、图们市、敦化市、珲春市、龙井市、和龙市、汪清县、安图县》。 吉林省,延边朝鲜族自治州 延边朝鲜族自治州位于吉林省东部,幅员4.33万平方公里,约占吉林省的四分之一。总人口207.2万人,其中朝鲜族人口74.2万人,占全州总人口的35.8%,是我国的朝鲜族自治州和的朝鲜族聚居地区。自治州成立于1952年9月3日,下辖6市县,首府为延吉市。
40cr厚壁大口径钢管专卖视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:40cr厚壁大口径钢管专卖的图文介绍
40Cr无缝钢管采用滚压加工,由于表面层留有表面残余压应力,有助于表面小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高40Cr无缝钢管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了40Cr无缝钢管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。
4Cr无缝钢管滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。
1、40cr合金钢管可用于拉伸膜及整形模;2、冷挤压冲头,重载冷镦冲头,10-25mm中厚钢板冲孔冲头,直径Φ5-6mm的小冲头;
3、可用于中、小型冲头,小型高寿命冷冲剪工具;
4、生铁屑保护摆动会火规范可用于冷挤压成型磨具;
5、粉末冶金压模。40Cr合金管含碳0.37~0.44,硅0.17~0.37,锰0.50~0.80,铬0.80~1.10


40cr钢管化学成份和力学性能:成分: 硅0.17~0.37%,锰0.5~0.8,铬0.8~1.1% 调质处理:试样直径:25mm,850度淬火加热油淬,520度回火后:抗拉1000兆帕,屈服800兆帕,延伸9%,断面收缩45%,冲击韧性588.3千焦/平方米。 因其制造工艺不同,又分为热轧(挤压)无缝钢管和冷拔(轧)无缝钢管两种。冷拔(轧)管又分为圆形管和异形管两种。 调质处理规范:淬火温度850±10℃,油冷;回火温度520±10℃,水、油冷却。
40Cr的淬火工艺
40Cr淬火850℃,油冷;回火520℃,水冷、油冷。40cr钢管表面淬火硬度为HRC52-60,火焰淬火能达到HRC48-55。
40Cr氮化处理
40Cr属于可氮化钢,其所含元素有利于氮化。40Cr经氮化处理后可获得较高的表面硬度,40cr钢管调质后氮化处理硬度 能达到HRA72~78,即HRC43~55。
氮化工件工艺路线:锻造-退火-粗加工-调质-精加工-除应力-粗磨-氮化-精磨或研磨。由于氮化层薄,并且较脆,因此要求有较高强度的心部组织,所以要先进行调质热处理,获得回火索氏体,提高心部机械性能和氮化层质量。软氮化是活性氮化,比较常用的是气体氮化.
40Cr的淬火工艺
40Cr淬火850℃,油冷;回火520℃,水冷、油冷。40cr钢管表面淬火硬度为HRC52-60,火焰淬火能达到HRC48-55。
40Cr氮化处理
40Cr属于可氮化钢,其所含元素有利于氮化。40Cr经氮化处理后可获得较高的表面硬度,40cr钢管调质后氮化处理硬度 能达到HRA72~78,即HRC43~55。
氮化工件工艺路线:锻造-退火-粗加工-调质-精加工-除应力-粗磨-氮化-精磨或研磨。由于氮化层薄,并且较脆,因此要求有较高强度的心部组织,所以要先进行调质热处理,获得回火索氏体,提高心部机械性能和氮化层质量。软氮化是活性氮化,比较常用的是气体氮化.



40cr无缝钢管工艺流程
热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→坯管→矫直→水压试验(或探伤)→标记→入库。
冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
合金钢:a.低合金钢(合金元素总含量≤5%)b.中合金钢(合金元素总含量>5~10%)c.高合金钢(合金元素总含量>10%
正火规范:40cr无缝钢管正火温度850-870℃,正火后硬度179-229HBS。
冷压毛胚软化处理规范:温度740~760℃,保温时间4~6h,以50~100℃/h的冷速,随炉降至温度≤600℃,出炉空冷.处理前硬度≤217HBS,处理后硬度≤163HBS。
热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→坯管→矫直→水压试验(或探伤)→标记→入库。
冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
合金钢:a.低合金钢(合金元素总含量≤5%)b.中合金钢(合金元素总含量>5~10%)c.高合金钢(合金元素总含量>10%
正火规范:40cr无缝钢管正火温度850-870℃,正火后硬度179-229HBS。
冷压毛胚软化处理规范:温度740~760℃,保温时间4~6h,以50~100℃/h的冷速,随炉降至温度≤600℃,出炉空冷.处理前硬度≤217HBS,处理后硬度≤163HBS。



新策钢管有限公司合作理念
团队至上 互为主次
新策钢管有限公司把团队精神奉为员工合作的核心,但在公司的发展战略和目标实施过程中,每个员工无论职务大小,都可以发表自己的见解,直述自己的意见,而在具体事情的实施上,所有的员工都是你的配合者,从而使公司的发展更,目标更明确。


40cr无缝钢管氮化工件工艺路线:锻造-退火-粗加工-调质-精加工-除应力-粗磨-氮化-精磨或研磨。由于氮化层薄,并且较脆,因此要求有较高强度的心部组织,所以要先进行调质热处理,获得回火索氏体,提高心部机械性能和氮化层质量。软氮化是活性氮化,比较常用的是气体氮化.
40Cr焊接
40cr钢管焊接前注意预热,以防止因基体散热,造成焊缝内部激冷淬裂。焊接后调质前 加一遍正火。
40Cr的焊接性:
结晶时易偏析,对结晶裂纹(一种热裂纹)比较敏感,焊接时容易在弧坑和焊缝中凹下的部分开裂。含碳量较高,快冷时易得到对冷裂纹很敏感的淬硬组织(马氏体组织)。过热区在冷速较大时,很容易形成硬脆的高碳马氏体而使过热区脆化。
40Cr焊接
40cr钢管焊接前注意预热,以防止因基体散热,造成焊缝内部激冷淬裂。焊接后调质前 加一遍正火。
40Cr的焊接性:
结晶时易偏析,对结晶裂纹(一种热裂纹)比较敏感,焊接时容易在弧坑和焊缝中凹下的部分开裂。含碳量较高,快冷时易得到对冷裂纹很敏感的淬硬组织(马氏体组织)。过热区在冷速较大时,很容易形成硬脆的高碳马氏体而使过热区脆化。



新策钢管有限公司【18464439969】在吉林省延边市本地专业从事40cr厚壁大口径钢管专卖,价格低,发货快,效果好 ([城市群])可送货上门。