



我们的视频却能以直观、生动的方式,让您感受到产品的独特之处。观看视频,让酸洗磷化无缝钢管定尺自己向您展示它的卓越品质和出色性能。
以下是:酸洗磷化无缝钢管定尺的图文介绍
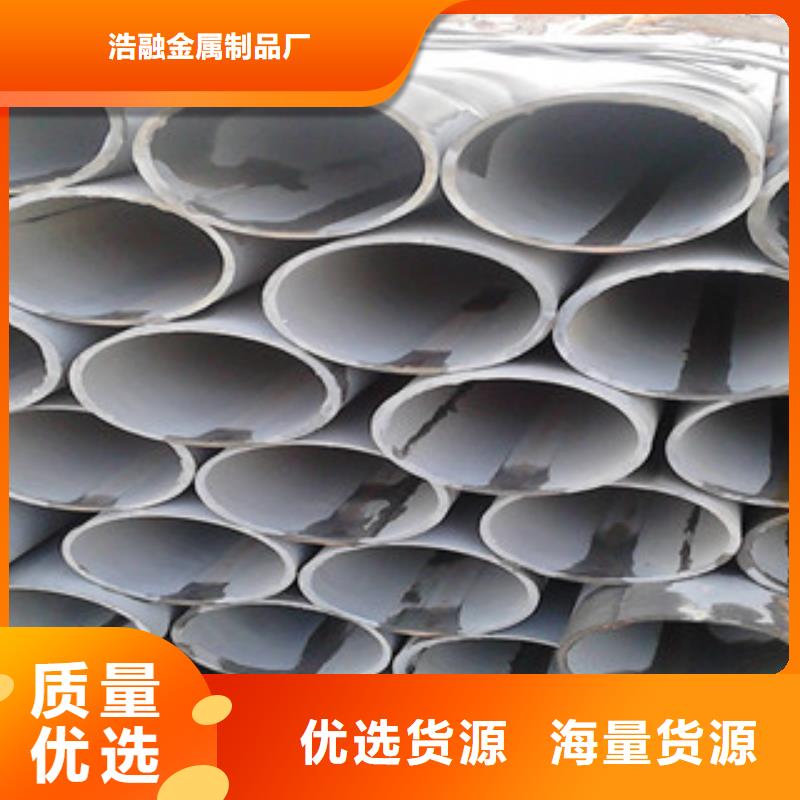
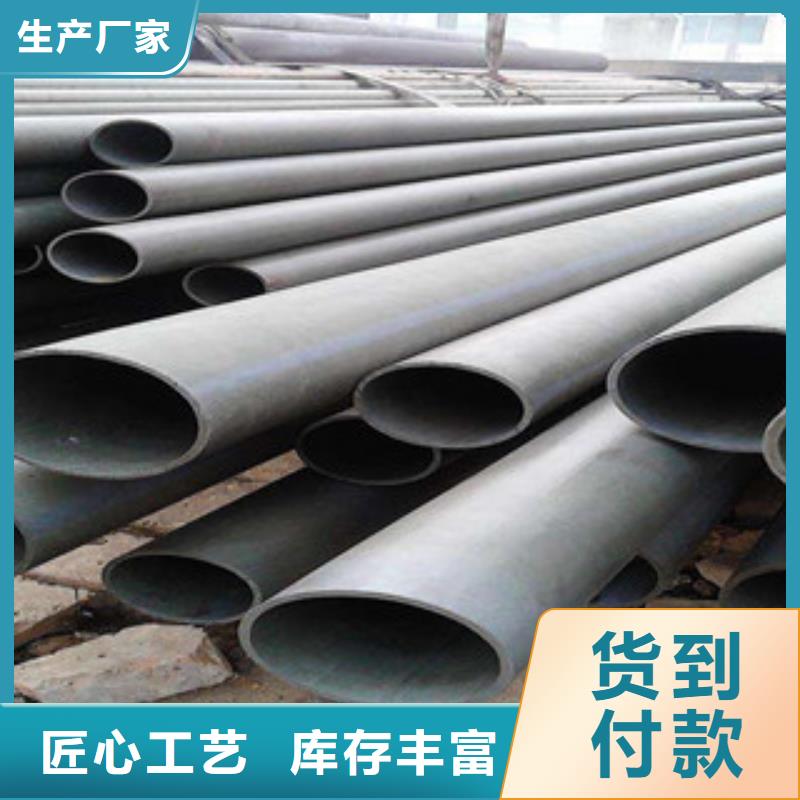
酸洗钝化钢管产品用途
防锈油主要用于碳钢、硅钢、铸铁、合金钢、镀锌板等黑色金属制品长期封存防锈,尤适用于需要通过海洋运输及在盐雾环境下的封存防锈。
防锈油适用于设备、精密件、五金、刀具、模具、机械零部件、各种金属制品的超长期防锈。
酸洗钝化无缝管防锈油为淡棕色液体,由精制油配以国际上合成油,添加多种防锈剂、特种添加剂,经精湛工艺配制而成。
1. 酸洗钝化无缝管优良的抗湿热性和抗盐雾性能,优异的黏附性和隔离性能,保护金属免受湿气和盐雾的影响;
2. 酸洗钝化无缝管的防锈性能,超长期的防锈效果,保护金属表面的光洁性及完整性;
3. 酸洗钝化无缝管油膜均一稳定,具有良好的自修复功能;
4. 酸洗钝化无缝管涂层透明美观,涂油零件不必清洗即可带油装配;
5. 酸洗钝化无缝管良好的润滑性能。


用法:根据不锈钢的材质和氧化皮严重程度不同,可以用原液或按1:1~4的比例加水稀释后使用;铁素体、马氏体和镍含量低的奥氏体不锈钢(如420、430、200、201、202、300、301等)稀释后使用,镍含量较高的奥氏体不锈钢(如304、321、316、316L等)用原液浸泡;
一般常温或加热到50~60度后使用,浸泡3-20分钟或更长时间(具体时间和温度用户根据自己的试用情况确定),至表面污垢完全,成均匀银白色,形成均匀致密的钝化膜为止,处理完成后取出,用清水冲洗干净, 再用碱水或石灰水冲洗中和。



磷化前的预处理
一般情况下, 磷化处理要求工件表面应是洁净的金属表面(二合一、三合一、四合一例外),工件在磷化前必须进行除油脂、锈蚀物、氧化皮以及表面调整等预处理,特别是涂漆前打底用磷化还要求作表面调整,使金属表面具备一定的"活性",才能获得均匀、细致、密实的磷化膜,达到提高漆膜附着力和耐腐蚀性的要求。因此,磷化前处理是获得高质量磷化膜的基础。
一般情况下, 磷化处理要求工件表面应是洁净的金属表面(二合一、三合一、四合一例外),工件在磷化前必须进行除油脂、锈蚀物、氧化皮以及表面调整等预处理,特别是涂漆前打底用磷化还要求作表面调整,使金属表面具备一定的"活性",才能获得均匀、细致、密实的磷化膜,达到提高漆膜附着力和耐腐蚀性的要求。因此,磷化前处理是获得高质量磷化膜的基础。


酸洗钝化主要有碱洗、酸洗和钝化三个主要步骤
其中各个步骤的目的是:
1)碱洗是为了去除管道系统内壁的油脂
2)酸洗的目的是使用酸液腐蚀管道内壁,将管道内壁焊缝处的焊接热影响区洗除,经酸洗后的管道内壁已露出管道本身的原材,管道内表面固有的部分保护层已被去除,
3)管道的钝化正是在管道内壁形成致密的氧化铬钝化膜。
磷化的目的主要是:给基体金属供保护,在一定程度上防止金属被腐蚀;用于涂漆前打底,高漆膜层的附着力与防腐蚀能力;在金属冷加工工艺中起减摩润滑使用,磷化是常用的前处理技术,原理上应属于化学转换膜处理,主要应用于钢铁表面磷化,有色金属(如铝锌)件也可应用磷化。
其中各个步骤的目的是:
1)碱洗是为了去除管道系统内壁的油脂
2)酸洗的目的是使用酸液腐蚀管道内壁,将管道内壁焊缝处的焊接热影响区洗除,经酸洗后的管道内壁已露出管道本身的原材,管道内表面固有的部分保护层已被去除,
3)管道的钝化正是在管道内壁形成致密的氧化铬钝化膜。
磷化的目的主要是:给基体金属供保护,在一定程度上防止金属被腐蚀;用于涂漆前打底,高漆膜层的附着力与防腐蚀能力;在金属冷加工工艺中起减摩润滑使用,磷化是常用的前处理技术,原理上应属于化学转换膜处理,主要应用于钢铁表面磷化,有色金属(如铝锌)件也可应用磷化。



浩融金属制品厂有限公司秉承自主创新的理念,始终坚持把科技创新作为企业生存与发展的源泉和动力,不断加大投入。在 湖南株洲钢板的产业背景、公司经营指标连年增长。
