


联系我们

当前位置:
聊城 润星电力管材有限公司 >
河北本地热动态
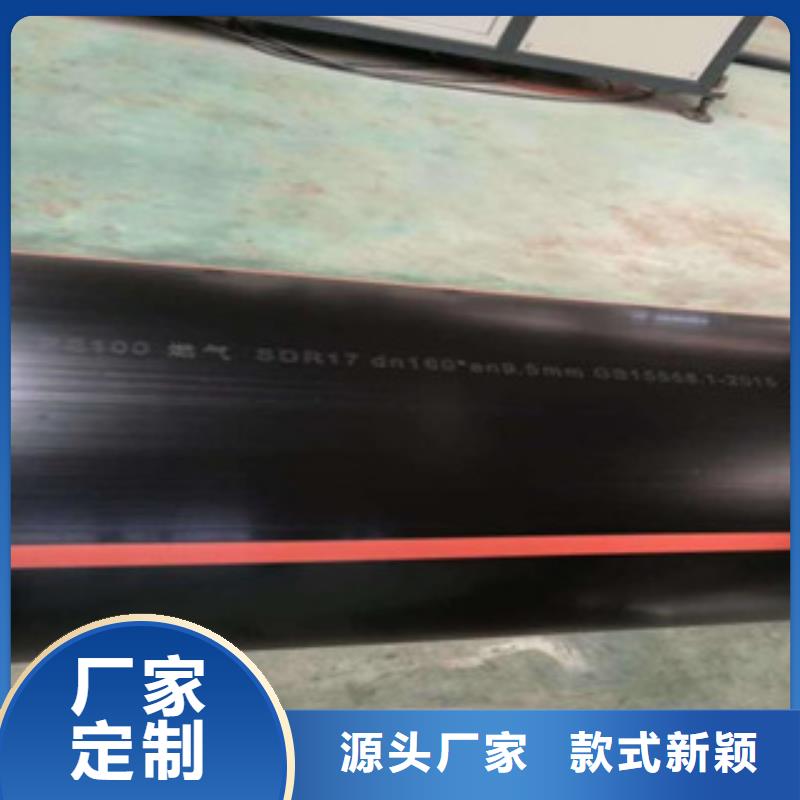
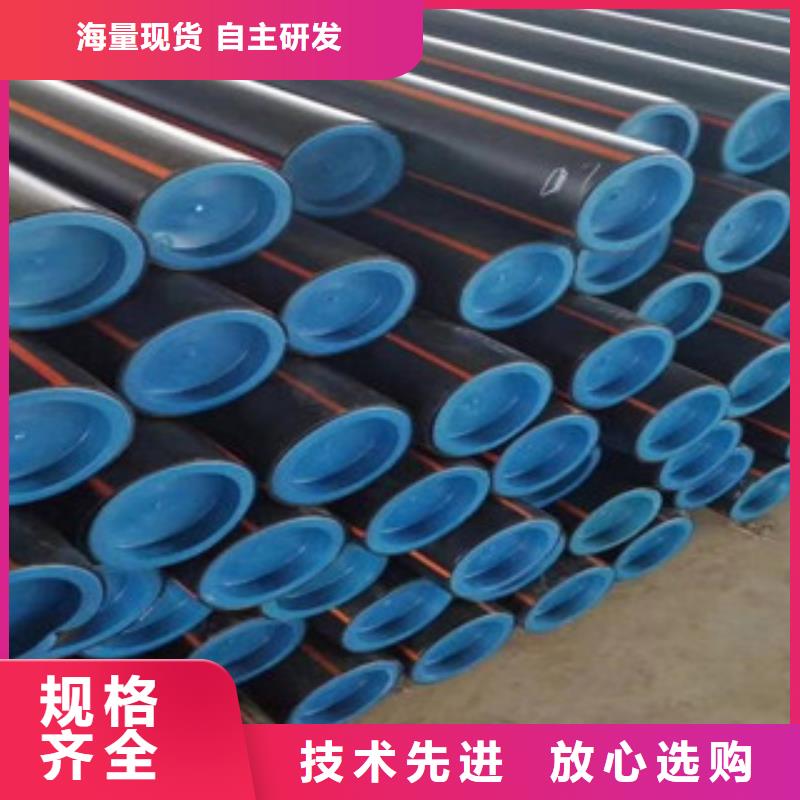
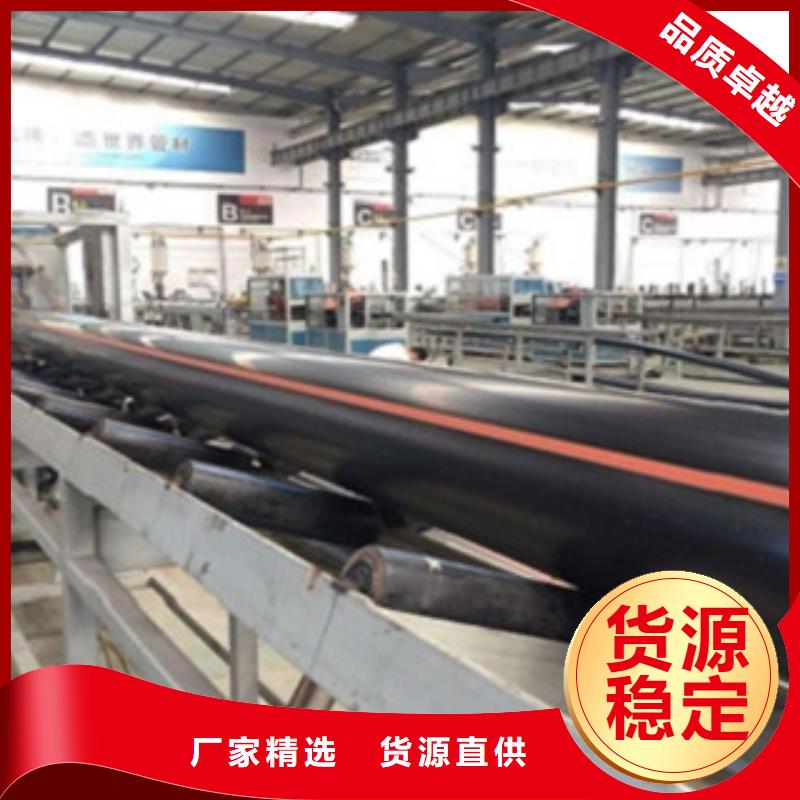
管网改造PE燃气管供应商
更新时间:2024-12-25 14:07:26 浏览次数:2 公司名称:聊城 润星电力管材有限公司
以下是:管网改造PE燃气管供应商的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 18 |
| 发货期限 | 含运费 |
| 供货总量 | 7892 |
| 运费说明 | 3天 |
| 颜色 | 黑色橙条 |
| 口径 | 20-630 |
| 原料 | 北欧化工3490 |
| 外观 | 直管 |
| 定长 | 6/9/12 |
| 压力 | 1.0MPA |
| 连接方式 | 热熔对接 |
| 敷设方法 | 埋地 |
| 应用领域 | 燃气工程 |
| 规格 | SDR17.6/SDR11 |
以下是:管网改造PE燃气管供应商的图文视频



在河北省采买管网改造PE燃气管供应商到润星电力管材有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:王经理-15006359263,QQ:292543758,地址:《聊城塑料管材产业园发货到河北省 石家庄市、唐山市、秦皇岛市、邯郸市、邢台市、保定市、张家口市、承德市、沧州市、廊坊市、衡水市》。 河北省 2022年,河北省地区生产总值为42370.4亿元,比上年增长3.8%。
想要一睹管网改造PE燃气管供应商产品的风采吗?我们为您精心打造的产品视频将满足您的期待。请您抽出片刻时间观看,相信您会对产品有更深入的了解和认识。
以下是:管网改造PE燃气管供应商的图文介绍

润星电力管材有限公司
本地配送质保一年操作便捷
河北PE钢带增强螺旋波纹管


河北PE钢带增强螺旋波纹管的详细介绍
精益求精信誉至上

两管端经铣削后,其对接 间隙应不大于0.5mm,否则应进行必要的调整并重新铣削,直到满足以上要求为止。3)热熔连接的焊接参数应符合管材、管件生产厂家的要求。4)热熔连接的焊接接头应在保压状态下自然冷却,冷却过程中不得移动和施加外力。热熔连接的焊接接头连接完成后,应按下列要求进行外观检验及10%翻边切除检验。1)、外观检验应符合以下要求:A、接头应具有沿管材整个圆周平滑对称的翻边,翻边 处的深度不应低于管材表面;B、对接错位量不应超过管材壁厚的10%且不大于3mm,沿相邻两组件翻边的外圆周的任何一处都不应超过该值。2)、抽取10%的焊口作翻边切除检验应符合以下要求:A、翻边应是实心和圆滑的。
根部较宽;B、翻边下侧不应有杂质、小孔、扭曲和损坏;C、后弯曲不应有细小裂纹,焊接处肉眼看不到连接线。热熔连接剖面图(三)、聚乙烯管道的电熔连接电熔连接电熔焊机的类型应符合电熔管件的要求。电熔连接前,应对管件进行外观检查,管件内不应有断丝或绕丝不均现象。电熔连接应符合以下规定:1)、电熔连接管材的连接端应切割平整,连接端面与管材轴线垂直,管材和管件连接面上的污物应予以清理。2)、管材的连接端应按照插入长度进行标记,对管材连接处整个外圆周进行刮皮,刮削长度不应小于标记尺寸,刮削完成后应进行二次标注。3)、管材插入管件后应按照标记进行检查,确认插入到位,并使用专用夹具夹持定位。4)、电熔连接的焊接参数应符合管材、管件生产厂家的要求。
5)、达到规定的自然冷却时间前,不应移走夹具,不应对接头处施加任何外力。6)、电熔连接的焊接接头连接完成后,应进行外观检验,并符合以下要求,否则,应进行返工,直到检验合格为止。A、不应有熔融材料从管件内流出;B、焊接完成后,观察孔达到生产厂家提出的要求;C、电熔管件中的电阻丝不应。电熔鞍型连接应符合以下规定。1)、电熔鞍型连接前,管材连接区域上的污物应予以清理,并对其进行刮皮。2)、管件和管材的连接区域宜使用合适的清洗剂进行清洁。3)、应按照管件要求,使用合适的夹具,用适当的力将管件与管材固定。4)、电熔连接的焊接参数应符合管材、管件生产厂家的要求。5)、达到规定的冷却时间前,不应移走夹具。不应对接头处施加任何外力。
6)、电熔鞍型连接完成后,应进行外观检验,并符合以下要求,否则,应进行返工,直到检验合格为止。A、焊接完成时,管壁不应塌陷;不应有熔融材料从管件内任何位置流出B、焊接完成后,观察孔达到生产厂家提出的要求。7)、电熔鞍型连接钻孔应在达到规定的冷却时间,且外观检验合格后进行。开孔应使用专用刀具。电熔鞍型旁通开孔后,刀具应恢复到开孔前位置,并将顶盖拧紧或用端帽封堵。电熔连接剖面图(四)、法兰和钢塑过渡连接聚乙烯法兰与聚乙烯管道或管件的连接、钢塑过渡接头聚乙烯端与聚乙烯管材或管件的连接应符合上节的规定。钢塑过渡接头金属端与钢管采用焊接时,过渡接头金属端应采取降温措施。法兰或钢塑过渡连接完成后。其金属部分应按设计要求的防腐等级进行防腐。
根部较宽;B、翻边下侧不应有杂质、小孔、扭曲和损坏;C、后弯曲不应有细小裂纹,焊接处肉眼看不到连接线。热熔连接剖面图(三)、聚乙烯管道的电熔连接电熔连接电熔焊机的类型应符合电熔管件的要求。电熔连接前,应对管件进行外观检查,管件内不应有断丝或绕丝不均现象。电熔连接应符合以下规定:1)、电熔连接管材的连接端应切割平整,连接端面与管材轴线垂直,管材和管件连接面上的污物应予以清理。2)、管材的连接端应按照插入长度进行标记,对管材连接处整个外圆周进行刮皮,刮削长度不应小于标记尺寸,刮削完成后应进行二次标注。3)、管材插入管件后应按照标记进行检查,确认插入到位,并使用专用夹具夹持定位。4)、电熔连接的焊接参数应符合管材、管件生产厂家的要求。
5)、达到规定的自然冷却时间前,不应移走夹具,不应对接头处施加任何外力。6)、电熔连接的焊接接头连接完成后,应进行外观检验,并符合以下要求,否则,应进行返工,直到检验合格为止。A、不应有熔融材料从管件内流出;B、焊接完成后,观察孔达到生产厂家提出的要求;C、电熔管件中的电阻丝不应。电熔鞍型连接应符合以下规定。1)、电熔鞍型连接前,管材连接区域上的污物应予以清理,并对其进行刮皮。2)、管件和管材的连接区域宜使用合适的清洗剂进行清洁。3)、应按照管件要求,使用合适的夹具,用适当的力将管件与管材固定。4)、电熔连接的焊接参数应符合管材、管件生产厂家的要求。5)、达到规定的冷却时间前,不应移走夹具。不应对接头处施加任何外力。
6)、电熔鞍型连接完成后,应进行外观检验,并符合以下要求,否则,应进行返工,直到检验合格为止。A、焊接完成时,管壁不应塌陷;不应有熔融材料从管件内任何位置流出B、焊接完成后,观察孔达到生产厂家提出的要求。7)、电熔鞍型连接钻孔应在达到规定的冷却时间,且外观检验合格后进行。开孔应使用专用刀具。电熔鞍型旁通开孔后,刀具应恢复到开孔前位置,并将顶盖拧紧或用端帽封堵。电熔连接剖面图(四)、法兰和钢塑过渡连接聚乙烯法兰与聚乙烯管道或管件的连接、钢塑过渡接头聚乙烯端与聚乙烯管材或管件的连接应符合上节的规定。钢塑过渡接头金属端与钢管采用焊接时,过渡接头金属端应采取降温措施。法兰或钢塑过渡连接完成后。其金属部分应按设计要求的防腐等级进行防腐。



质量把关
细节决定质量,细节铸造好的河北PE钢带增强螺旋波纹管

规格齐全
实力工厂多年河北PE钢带增强螺旋波纹管经验现货直发

严格把控河北PE钢带增强螺旋波纹管质量让您买的放心




现公司有大量 河北PE钢带增强螺旋波纹管,将以优惠的价格,批零兼营的方式,为您提供快捷的服务,欢迎新老客户前来洽谈、电议。公司可为用户订做各种特殊规格,材质 河北PE钢带增强螺旋波纹管,交货及时,质量优,量大可以在厂直接发货。润星电力管材有限公司秉承:“顾客至上,锐意进取”的经营理念,坚持“客户为本”的原则为广大客户提供服务。我公司全体同仁衷心欢迎您到我公司参观指导洽谈业务。



今年在河北省购买管网改造PE燃气管供应商有了新选择,润星电力管材有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的管网改造PE燃气管供应商产品。如需购买或咨询,请随时联系我们,联系人:王经理-15006359263,QQ:292543758,地址:塑料管材产业园。