以下是:钢筋锯床双立柱带锯床厂家的产品参数
| 产品参数 |
|---|
| 产品价格 | 18000 |
|---|
| 发货期限 | 24h |
|---|
| 供货总量 | 999 |
|---|
| 运费说明 | 包邮 |
|---|
| 最小起订 | 1 |
|---|
| 质量等级 | 优级 |
|---|
| 是否厂家 | 是 |
|---|
| 产品品牌 | 河南建贸 |
|---|
| 产品规格 | JMGSX-500 |
|---|
| 发货城市 | 长葛 |
|---|
| 产品产地 | 河南 |
|---|
| 可售卖地 | 全国 |
|---|
| 型号 | GB4240 |
|---|
| 功率 | 4kw |
|---|
| 名称 | 金属带锯床 |
|---|
| 材质 | 金属 |
|---|
| 品牌 | 河南建贸机械 |
|---|
以下是:钢筋锯床双立柱带锯床厂家的图文视频
钢筋锯床双立柱带锯床厂家,建贸机械 有限公司为您提供钢筋锯床双立柱带锯床厂家,联系人:赵艳杰,电话:13298459090、13298459090,QQ:2060712089,请联系建贸机械 有限公司,发货地:许昌老城镇发货到山西省 太原市、大同市、长治市、晋城市、阳泉市、朔州市、晋中市、运城市、忻州市、临汾市、吕梁市。 山西省 山西省地势呈东北斜向西南的平行四边形,是典型的为黄土覆盖的山地高原,地势东北高西南低。高原内部起伏不平,河谷纵横,地貌有山地、丘陵、高原、盆地、台地等,其中山地、丘陵占 80%。山西省地跨黄河、海河两大水系,河流属于自产外流型水系。山西省地处中纬度地带的内陆,属温带大陆性季风气候。山西地处秦晋文化区,历史代表文化为“三晋文化”。
钢筋锯床双立柱带锯床厂家的详细视频已经上传,从产品的外观到内在,从功能到性能,视频将为您呈现一个真实、的产品形象。
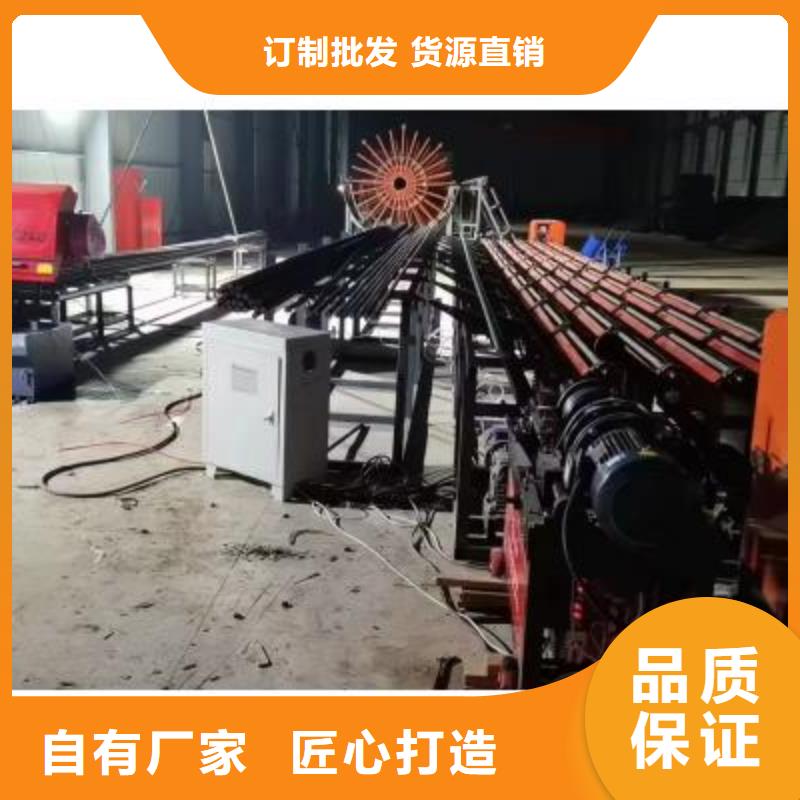
以下是:钢筋锯床双立柱带锯床厂家的图文介绍


山西锯切套丝生产线的原料存储架采用大吨位存储,可与棒材自动上料机配合使用,上一个循环尚未结束就可以进行下一步配料,缩短了循环周期。全自动送料辊道,避免原料的二次搬运;钢筋输送、翻转、传递全部由机械完成,大幅度提高了效率;钢筋输送滚采用 V 型耐磨辊,耐磨、噪音低、寿命长.产品特点:1、可自动完成对钢筋端头的自动切断,切头端面平整,可直接套丝。2、钢筋定尺机构采用伺服电机控制,通过伺服电机驱动丝杠机构来调整锯切刀口与定位挡板之间的距离,采用编码器测量,可达±2mm,可锯切各种长度的钢筋。3、对钢筋长度的自动定尺,钢筋长度剪切精准,齐头钢筋尾料短可达到1cm,提高材料的利用率。4、锯切主机生产效率高,可对原料钢筋的两端自动定尺齐头,锯切主机采用双立柱设计,升降平稳,锯切稳定;钢筋压紧采用液压油缸两侧压料,压力大,锯切过程中,钢筋不会转动,减少对锯条的损伤,钢筋切头均匀。5、一级套丝辊道输送平台采用链条式传动,可对齐头后的钢筋临时储料,实现加工作业的流水线作业,减少设备的二次搬运,提高生产效率。6、套丝辊道采用V型轮输送,无需人工辅助,保证钢筋自动输送至套丝机,套丝完成后可自动翻至下一个工序;V型采用耐磨材料。 7、加强型套丝机,使用寿命长,可实现钢筋的自动夹紧、自动剥肋套丝,降低工人劳动强度,提高生产效率。8、设备可根据钢筋一端套丝或是两端套丝自动选择套丝流程,也可以根据客户要求(墩粗套丝)用来实现率的生产流程。



建贸机械 有限公司自成立伊始树立“诚信”、“创新”“感恩”、“和谐”的企业文化,努力做好 山西钢筋冷挤压机,以技术为核心、环保为导向、品质求发展的经营理念来赢得广大客户的认可与信赖,欢迎各界朋友莅临参观、指导和业务洽谈。


山西智能锯切套丝打磨生产线钢筋锯床产品特点:1.剥肋、滚丝主机头实现了气缸夹紧、送进功效,提高了剥肋、滚丝效率。2.全自动送料辊道,避免原料的二次搬运,钢筋的输送、翻转、传递等全部由机械完成,大幅度提高了效率。3.针对国内螺纹钢筋的连接,自主研发的集电气、液压、气动为一体的产品,可完成钢筋直径12~50mm,强度HRB335、HRB400、HRB500的锯切、剥肋、套丝、打磨等功能,实现了三个工位的在线连续生产,减少了物料二次落地。4.采用液压缸压紧钢筋,配有双夹持器,并带有导向柱,料头、料尾控制在1cm以内。压紧力大,平整,保证剪切钢筋时的稳定性。5.送料辊道采用PLC控制,移动式辊道加固定挡板定尺,精度高可达±1mm,可锯切各种长度的钢筋.6.螺纹钢专用金属带锯床,具有切削效率高、节能省料、操作简单等特点。7.钢筋输送滚采用 V 型耐磨辊进行,具有耐磨、减噪音、寿命长等特点。8.本产品原料存储架采用大吨位存储,并可与棒材自动上料机配合使用,实现上一个循环尚未结束时即可 进行下一步配料,以节省喂料周期。9.根据客户的实际生产要求来增加配置打磨机 自动定位、送料、翻料。10.该数控钢筋锯切套丝生产线的电控系统采用PLC控制,可设置钢筋数量、规格等,具备记忆、存储功能。



可更换新刀片。滚丝轮滚轧一定数量的丝头后,因磨损或牙形损坏,不能滚轧出合格丝头时,应更换新滚丝轮。更换新滚丝轮时,调整螺距的垫圈务必安装正确,否则不能使用。1)无冷却液时严禁滚轧加工螺纹。2)冷却液务必用水溶性切削液,严禁使用油性溶液,更不可用油代替。天气寒冷地区在施工完后应将切削液放出,冻坏冷却系统。3)待加工的钢筋端部应平整,必须用无齿据下料。且在端部500mm长度范围内应圆直,不允许弯曲,不允许将气割或钢筋切断机下料的端头直接加工。4)在初始切削时进给应均匀,切勿猛进,以防刀刃崩裂。5)滑杆及滑板应经常清理并涂机械润滑油。6)铁屑应及时清理干净。(应在断电状态下清理)。7)冷却液应半月清理一次。

钢筋锯床双立柱带锯床厂家,建贸机械 有限公司为您提供钢筋锯床双立柱带锯床厂家产品案例,联系人:赵艳杰,电话:13298459090、13298459090,QQ:2060712089,发货地:老城镇。