

不锈钢复合管是由基层和复层组成,基层为20#钢的碳钢管,复层为0Gr19Ni9的不锈钢管。通过在不锈钢复管内壁施加高压,使其与基管达到紧密接触,形成完全贴合的内衬层。复合后满足结构强度及钢性的要求,复层满足耐腐蚀性要求。基层厚度一般较大,其主要作用是承受介质压力;复层厚度一般较小,只占总厚度的10 %~20 %,从而达到低成本高收益,基层材质为20#钢,属于优质低碳钢,是压力容器和压力管道的常用钢材,具有较高的强度,良好的塑性及韧性,焊接性很好。复层材质为0Cr19Ni9,属于奥氏体不锈钢,具有优异的耐腐蚀性,良好的工艺性能和焊接性能
不锈钢复合管焊接,采用焊接方法是手工钨极氩弧焊(GTAW/141)。钨极氩弧焊的电弧稳定,热量比较集中,在惰性气体(氩气)的保护下,焊接熔池纯洁,焊缝质量较好。打底层和过渡层,管子内部需要充氩气对焊缝背面进行保护,否则将产生严重的氧化,影响焊缝成型和焊接性能。
焊接制作过程中,主要工艺步骤包括:管子切割—坡口加工—端部封焊—打磨坡口—组装—焊接—焊缝检验—水压试验—酸洗—气密性试验等几个部分。
复合管焊接
(一) 复合管焊接工艺要求
钨极氩弧焊(GTAW/141)属于气体保护焊,焊接时如果有风,将会影响焊接质量。焊接场所应采取防风、防寒等措施,确保施焊环境不低于5℃,气体保护焊时风速>2m/s、相对湿度>90%,禁止施焊。
焊接前,应把准备焊接的区域25mm范围内清理干净,确保无切割和加工的切削液、油、铁锈、水垢或其他有害物质,以免焊接过程中产生气孔等缺陷。
(二) 复合管端部封焊
由于复合管的基层和复层只是通过挤压使内外壁贴合在一起,接触面存在空气、水分和油污等杂质。焊接过程中,受热会分解为水蒸气和CO2气体,会影响焊缝质量,产生气孔等缺陷。另外,由于复层和基层之间不易熔合在一起,所以需要对复合管坡口一侧的端部进行封焊。 封焊层可以起到封底焊作用,还可以增加了坡口 不锈钢层的有效厚度,提高接头的抗腐蚀性能。 封焊选用较小的焊接电流,较快的焊接速度,电弧摆幅不宜过大,圆周均匀堆焊2层。采用Φ1.6 ER309L焊丝,电流一般应控制在60A左右,以防止不锈钢复层被烧穿。



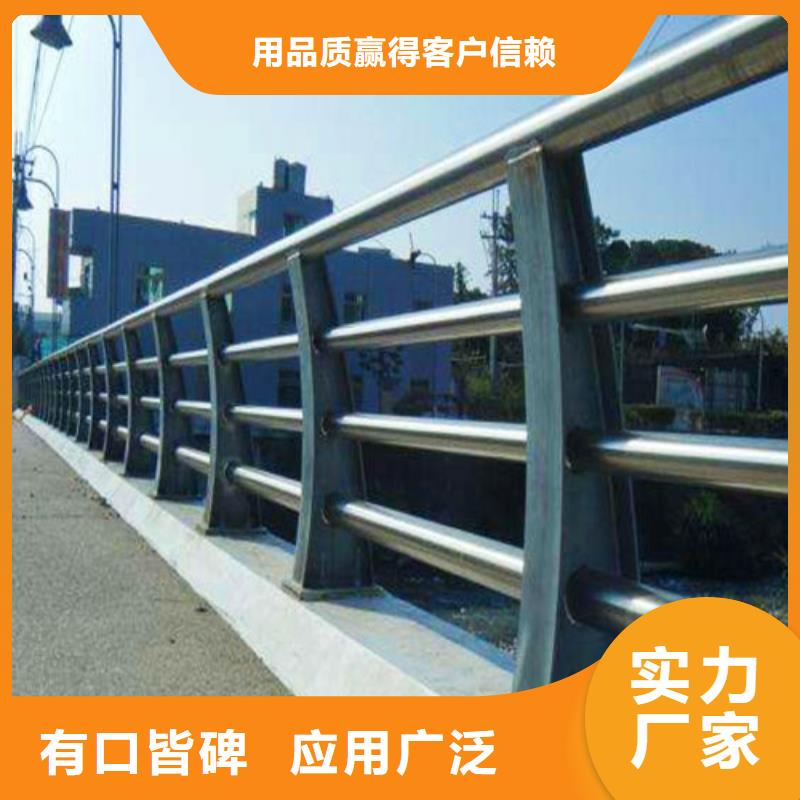
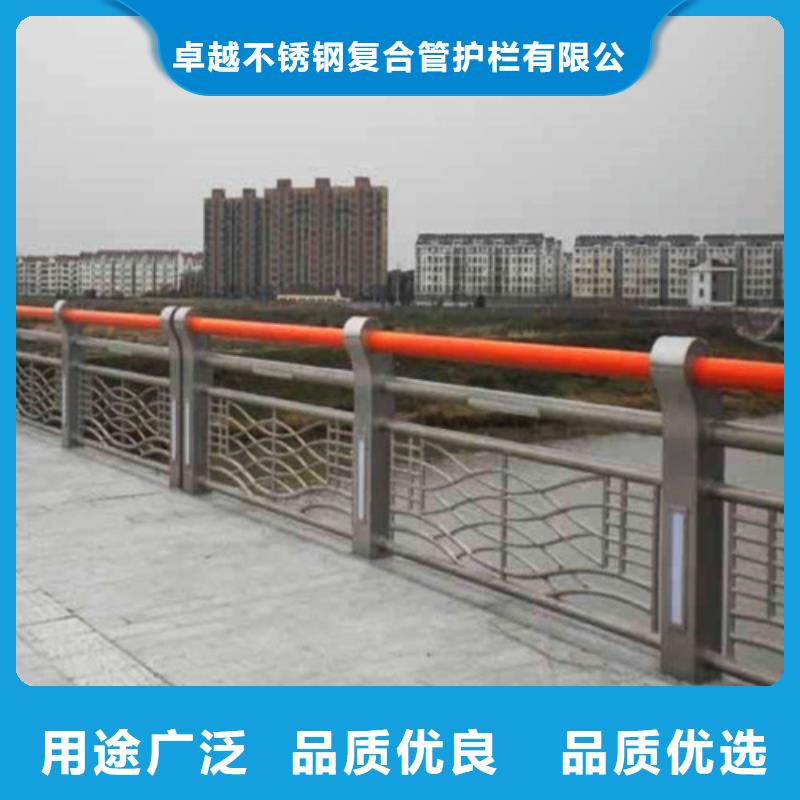
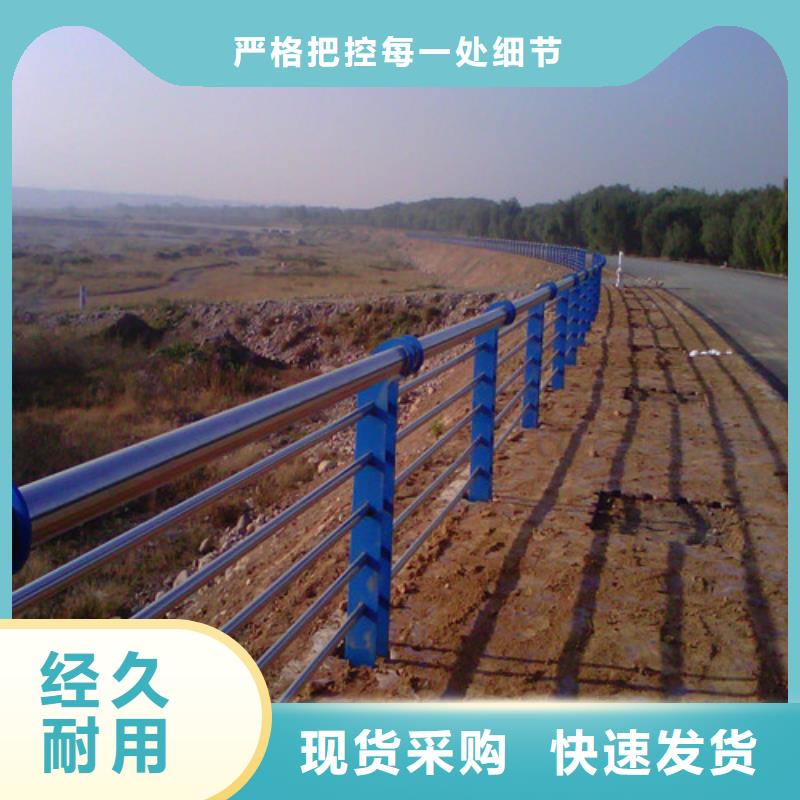
其次,高铁如果设置站台又是一笔巨大的投资,从它的设计到安装以及开关门都要靠系统全自动操控,这么多人不可能人工操作。而且中国的高铁站那么多,所以站也不会少,如果全部高铁站都要安装需要很昂贵的费用。 高铁到了站台,乘客才可以检票进入站台,找到跟自己车票对应的车厢就可以上车,乘客在寻找的整个过程很快,所以在站台不会停留过长的时间,而且还会有高铁站的工作人员在监督,再加上高铁那时候处于入静止状态,所以不会对乘客的安全造成威胁,所以高铁有没有桥梁复合管护栏跟乘客自身的安全没有关系。烤漆桥梁复合管护栏也叫锌钢桥梁复合管护栏,是新型环保的表面着色加工方式污染少无气味,原材料可以是镀锌管或者铝合金等金属材质,是 政策提倡的金属表面加工方式,使用广泛;刷油漆属于高污染,长时间生在油漆环境中对身体有严重影响。 目前部分区域需要进行油漆操作的需要取得工商部门的许可方可进行加工。烤漆工艺分静电喷涂和高温固化两部分:金属桥梁复合管护栏连接负极,喷枪是正极,喷枪喷出的树脂粉末带正电子与带负极镀锌管相互吸附,这就是静电喷涂工艺;喷涂好的金属件放进恒高温220摄氏度左右的烤箱进行烘烤120分钟,使得树脂粉末融化吸附在金属桥梁复合管护栏型材表面,这就是高温固化工艺。经过高温固化的桥梁复合管护栏型材附着力强、且根据粉末的类型可以定制不同颜色:如白色、黑色、古铜色、青铜色、红铜、咖啡色等百余种颜色;粉末质量是有区别的,锌钢桥梁复合管护栏需求的是室外粉,经得起紫外线的照射和风吹雨淋,价格高,附着力耐候性强;刷油漆是我们生活中常见的,不过那是以前,现在除了家用自己刷刷油漆,大型的油漆加工都是需要有合格手续的,油漆属于高污染作业,除了对加工者身体健康有影响以外,对周围的空气,植物都会造成一定的污染,小孩子尽量避免油漆气味,里面含有甲醛,这就是为什么现在装修为什么那么臭的原因。

