

联系我们

当前位置:
俊邦金属材料有限公司 >云南当地产品频道
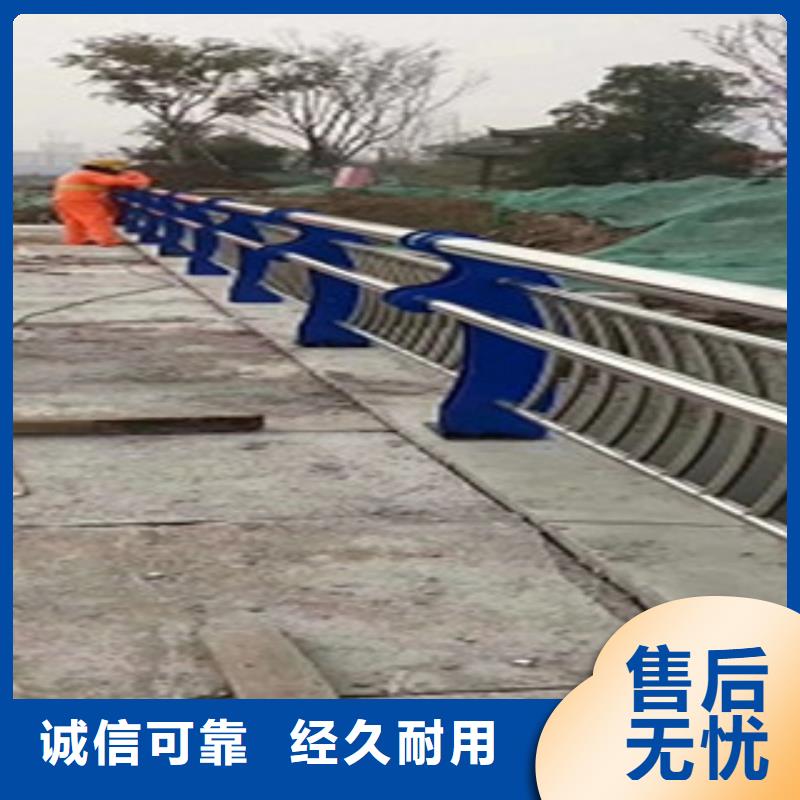
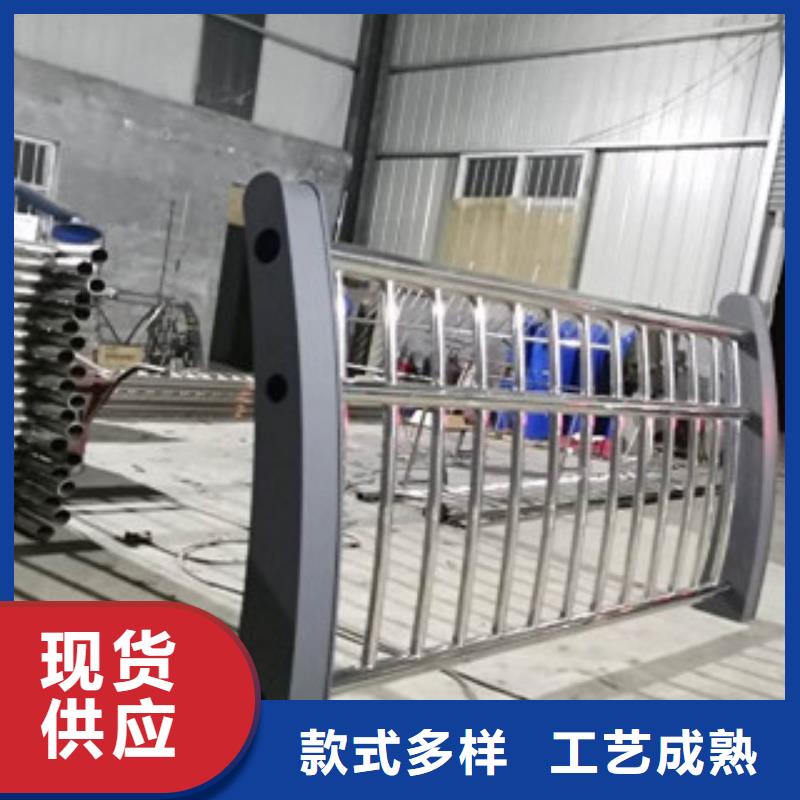
201不锈钢桥梁护栏精工打造
更新时间:2024-12-23 20:18:23 浏览次数:3 公司名称: 俊邦金属材料有限公司
以下是:201不锈钢桥梁护栏精工打造的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 聊城 |
| 品牌 | 俊邦 |
| 可定制 | 是 |
以下是:201不锈钢桥梁护栏精工打造的图文视频




201不锈钢桥梁护栏精工打造,俊邦金属材料有限公司为您提供201不锈钢桥梁护栏精工打造,联系人:张经理,电话:17768165506、17768165506,QQ:502309354,请联系俊邦金属材料有限公司,发货地:开发区辽河路东首发货到云南省 昆明市、玉溪市、丽江市、普洱市、曲靖市、保山市、昭通市、临沧市、文山市、西双版纳市、红河市、大理市、德宏市、楚雄市、怒江市、迪庆市。 云南省 云南省属低纬度内陆地区,北回归线横贯南部,地势呈西北高、东南低,自北向南呈阶梯状逐级下降,为山地高原地形,山地面积占全省总面积的88.64%,地跨长江、珠江、元江、澜沧江、怒江、大盈江6大水系。云南省气候基本属于亚热带和热带季风气候,滇西北属高原山地气候。云南省动植物种类数为全国之冠,素有“动植物王国”之称,被誉为“有色金属王国”,历史文化悠久,自然风光绚丽,是人类文明重要发祥地之一。云南历史代表文化为“滇文化”。
201不锈钢桥梁护栏精工打造视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:201不锈钢桥梁护栏精工打造的图文介绍
当应用液态金属进行表面堆敷时,采用离心技术可复合层容易出现的气孔和夹杂。这时,熔化金属中密度低的渣、杂质和气体上升到表面,而较重的金属成分下沉,在管壁上形成一致密层,从而提高熔敷质量和再现性。因此其优缺点分别为:优点:界面实现冶金结合,致密度高,排渣、排气性好。缺点:若没有其后的热变形,仅限于铸态使用,其粗大的铸态组织导致各层金属的力学性能不能充分发挥。另外,该方法不能生产外层为轻合金的复合钢管。 离心铝热法也称为shs—离心法,shs是self propagating high temperature synthesis的缩写。离心铝热法的实质是在离心力场中引起铝热反应,所谓铝热反应就是金属铝粉和其他金属氧化物粉末均匀的混合在一起, 通过点燃而发生的非常迅速的放热反应(mo+al→m+al2o3+q)。反应绝热温度可接近3000k,因此产物都处于液态,在离心力作用下,比重大的产物如fe、cr、ni等集中在靠近碳钢钢管内壁处,形成内衬金属层;al2o3形成内层残渣,通过机械方法除去,则制备出双金属复合钢管。


内衬不锈钢复合钢管基层为Q235B, 因此采用 SMAW 的方法, 焊条选择准 3.2 mm 的 THA302 为合适, 既可以保证焊缝金属的强度, 还可以保证其塑韧性。 内衬不锈钢复合管在焊接时首先进行下料, 必须采用车床, 锯床等冷加工机械进行下料, 严禁使用火焰或等离子等切割工艺, 接着对内衬不锈钢复合管的焊接面进行焊缝坡口处理, 焊缝坡口的加工一般须采用专用坡口机, 车床等冷加工机械, 严禁采用火焰切割等热加工方法加工, 然后对内衬不锈钢复合管的坡口进行整形, 以内径尺寸为准, 采用内芯整圆的方法, 使焊接坡口处复层的椭圆度偏差符合要求。 焊接不锈钢复合钢的焊工需要具备焊接基层和复层母材的焊工资质,焊接过渡层的焊工同时还应具有耐蚀堆焊资质。 施焊之前必须有合格的焊接工艺评定。 焊接工艺评定编制前, 必须明确所要选取的焊材、 焊接顺序、是否要求焊前预热及焊后热处理。



冷加工程度对奥氏体不锈钢的高温持久强度也有不良影响。一般工作温度越高或断裂寿命要求越高,允许的冷加工程度也越低。对于承受交变载荷的不锈钢钢管应用,冷加工会因伸长率和剩余伸长率降低使其开裂扩展速率上升而造成不利影响。综上所述,不锈钢焊管必须进行固溶和光亮处理,以保证不锈钢焊管达到耐腐蚀性能和防止奥氏体碳化物析出。 双金属复合管由两种不同金属材料构成,管层之间通过各种变形和连接技术形成紧密结合,从而使两种材料结合成一体而制成的一种新型金属复合管材。其一般设计原则是基材满足管道设计许用应力,复层抵抗腐蚀或磨损等。双金属复合管兼有基层和复层的所有优点,相对于整体合金管能有效降低成本,而且在对整体合金管具有应力腐蚀开裂敏感性的氯化物和(或) 酸性环境中复合管可以提高性和可靠性。随着工业技术的发展,环境介质的复杂化,以及竞争的加剧,许多行业对金属管材综合性能的要求越来越高,因而双金属复合管及其生产技术得到迅速发展。



随着大数据、物联网、智慧城市等新型产业发展带来行业的契机,俊邦金属材料有限公司始终以前瞻的眼光,紧跟时代潮流,坚持以专业化的发展战略,专注技术与应用不断开发适合客户需求的新 云南304不锈钢复合管 产品;务实守信,开拓创新,携手广大合作伙伴“扬帆起程领航未来”。


内衬不锈钢复合钢管的焊接顺序为先焊复合层, 后焊基层, 即封焊层→打底焊层→过渡层→填充层→盖面层。 其中的技术措施主要包括以下几点: (1) 管子对焊组对时, 其内壁应齐平, 内壁错边量不宜超过管壁厚度的 10%,且应≤2 mm。 (2) 焊接时, 应尽量采用多层焊, 各焊层焊道的接头应尽量错开。焊道不宜太宽太厚, 以免增加坡口加工量, 焊道成形均匀、 美观。 (3) 点固焊时管内必须充氩, 以保证点固焊焊缝质量。 打底焊时,仰焊位置采用内填丝, 立焊、 平焊位置采用外填丝法进行焊接。 (4) 应在坡口内引弧, 禁止在非焊接部位引弧, 接弧处应保证焊透与熔合, 熄弧时应填满弧坑, 焊接即将结束时, 应减小氩气流量, 防止气压过大使焊缝产生凹陷。 (5) 焊丝不能与钨极接触或直接深入电弧的弧柱区, 防止破坏电弧的稳定和产生夹钨缺陷, 焊丝端部不得退出保护区, 防止焊丝氧化。



选购201不锈钢桥梁护栏精工打造来云南省找俊邦金属材料有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:张经理-17768165506,{QQ:502309354},地址:[开发区辽河路东首]。