

冷拔无缝钢管定制厂重量理论表视频已经精心制作完成,它将以全新的方式展现产品的独特魅力,让您为之倾倒。
以下是:冷拔无缝钢管定制厂重量理论表的图文介绍

异型管:由普通碳结结构钢及16Mn等钢带焊制的方形管、矩形管、帽形管、空胶钢门窗用钢管,主要用作农机构件、钢窗门等。
电焊薄壁管:主要用来制作家具、玩具、灯具等。近年来不锈钢带制作的薄壁管应用很广,家具、装饰、栏栅等。
螺旋焊管:是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。螺旋焊管主要用于石油、天然气的输送管线,其规格用外径*壁厚表示。螺旋焊管有单面焊的和双面焊的,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定。大口径厚壁钢管规格范围:大口径厚壁钢管的外径通常超过325mm,壁厚超过20mm的钢管,目前单焊缝 口径可达到1220mm,壁厚可达到80mm.。双焊缝 口径可达到2020mm。大口径厚壁钢管用途:大口径厚壁钢管多应用于大型的钢结构建设之中,做主体支撑部分,例如桥梁打桩、海底打桩、高层建筑打桩。其材质一般选用Q345B 、Q345C。温度较低地区也会用到Q345D,Q345E大口径厚壁钢管生产工艺:大口径厚壁钢管的生产工艺一般包括热轧、热卷、浇铸等生产方式!大口径厚壁钢管多见于双面埋弧焊生产工艺,产品经折弯、合缝、内焊、外焊、矫直、平头等多道工序,达到美国石油学会标准要求。
生产流程编辑
大口径厚壁钢管生产流程:管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装 工业管工艺流程 管坯——检验——剥皮——检验——加热——穿孔——酸洗——修蘑——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验
计算方式编辑
大口径厚壁钢管重量公式:[(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量)
钢管承受压力计算方法:
一:以知无缝管无缝钢管外径规格壁厚求能承受压力计算方法 (钢管不同材质抗拉强度不同)
压力=(壁厚*2*钢管材质抗拉强度)/(外径*系数)
电焊薄壁管:主要用来制作家具、玩具、灯具等。近年来不锈钢带制作的薄壁管应用很广,家具、装饰、栏栅等。
螺旋焊管:是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成,它可以用较窄的带钢生产大直径的钢管。螺旋焊管主要用于石油、天然气的输送管线,其规格用外径*壁厚表示。螺旋焊管有单面焊的和双面焊的,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能要符合规定。大口径厚壁钢管规格范围:大口径厚壁钢管的外径通常超过325mm,壁厚超过20mm的钢管,目前单焊缝 口径可达到1220mm,壁厚可达到80mm.。双焊缝 口径可达到2020mm。大口径厚壁钢管用途:大口径厚壁钢管多应用于大型的钢结构建设之中,做主体支撑部分,例如桥梁打桩、海底打桩、高层建筑打桩。其材质一般选用Q345B 、Q345C。温度较低地区也会用到Q345D,Q345E大口径厚壁钢管生产工艺:大口径厚壁钢管的生产工艺一般包括热轧、热卷、浇铸等生产方式!大口径厚壁钢管多见于双面埋弧焊生产工艺,产品经折弯、合缝、内焊、外焊、矫直、平头等多道工序,达到美国石油学会标准要求。
生产流程编辑
大口径厚壁钢管生产流程:管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装 工业管工艺流程 管坯——检验——剥皮——检验——加热——穿孔——酸洗——修蘑——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验
计算方式编辑
大口径厚壁钢管重量公式:[(外径-壁厚)*壁厚]*0.02466=kg/米(每米的重量)
钢管承受压力计算方法:
一:以知无缝管无缝钢管外径规格壁厚求能承受压力计算方法 (钢管不同材质抗拉强度不同)
压力=(壁厚*2*钢管材质抗拉强度)/(外径*系数)


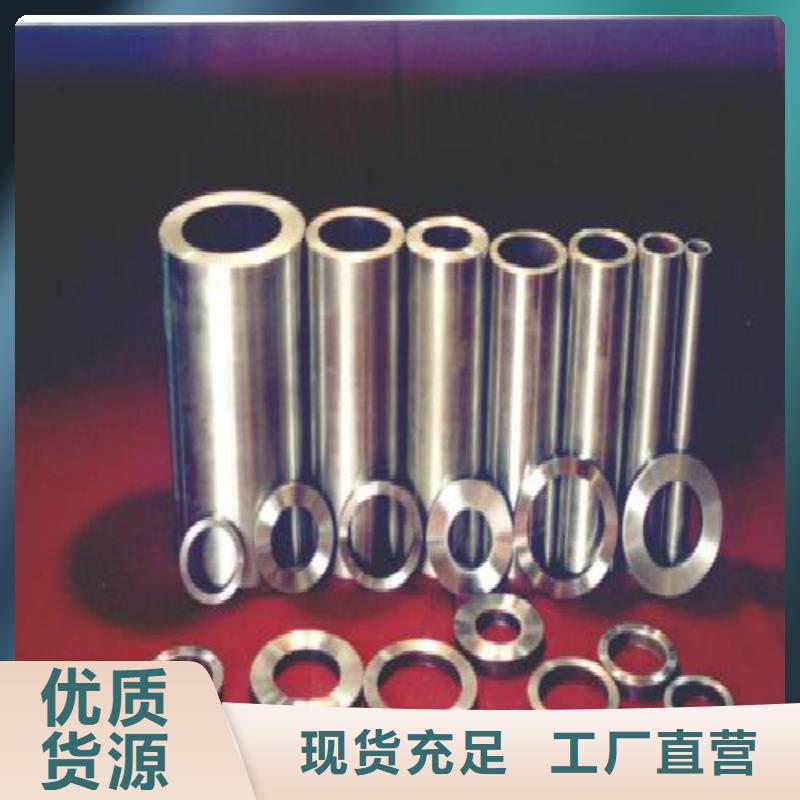
我们销售的不仅仅是钢管,更是服务!欢迎新老客户来电垂询,公司将与您合作共赢,同创辉煌由整块金属制成的,表面上没有接缝的钢管,称为无缝钢管。根据生产方法,无缝管分热轧管、冷轧管、冷拔管、挤压管、顶管等。按照断面形状,无缝钢管分圆形和异形两种,异形管有方形、椭圆形、三角形、六角形、瓜子形、星形、 带翅管多种复杂形状。 直径达650mm,小直径为 0.3mm。根据用途不同, 有厚壁管和薄壁管。无缝钢管主要用做石油地质钻探管、石油化工用的裂化管、锅 炉管、轴承管以及汽车、拖拉机、航空用高精度结构钢管。①热轧无缝钢管主要生产工序(△主要检验工序):
管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检) →入库
②冷轧(拔)无缝钢管主要生产工序:
坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验
一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。
管坯准备及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检) →入库
②冷轧(拔)无缝钢管主要生产工序:
坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验
一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。



我司是一家面向全国客户销售批发: 精轧螺纹钢、 精轧螺纹钢, 精轧螺纹钢等系列产品。
我们的宗旨是:提供优质铸造产品,让客户满意、放心!
我们的理念是:诚信、专业、务实、共赢。

