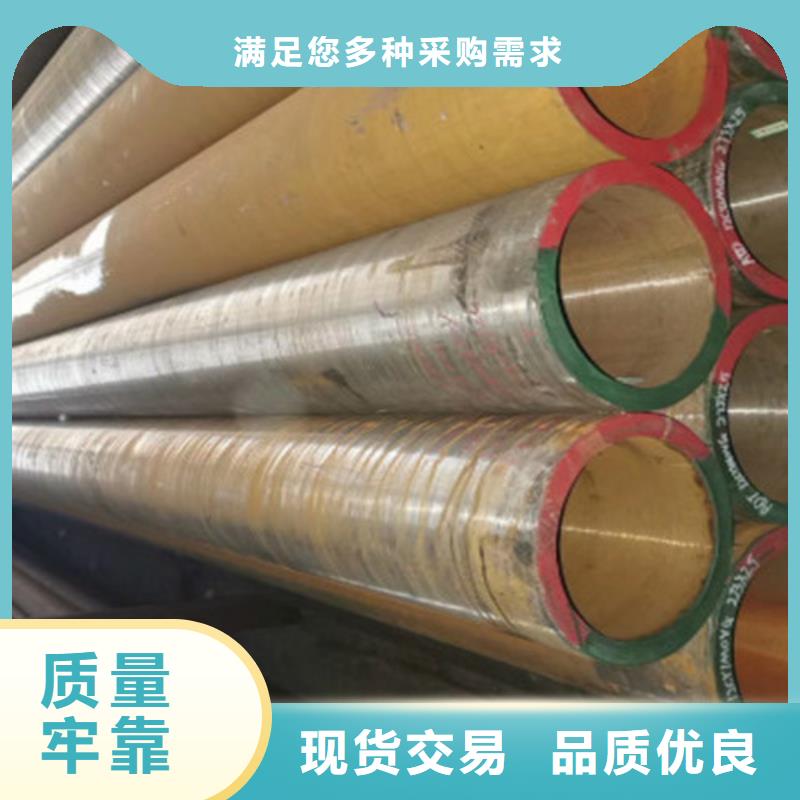



我们的1Cr5Mo合金钢管出厂价格视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
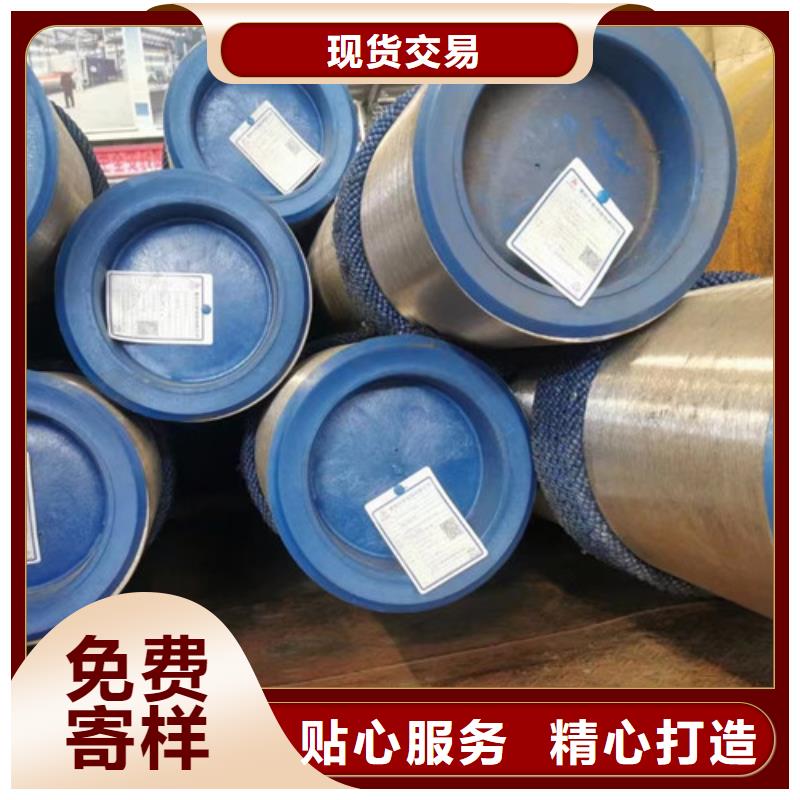
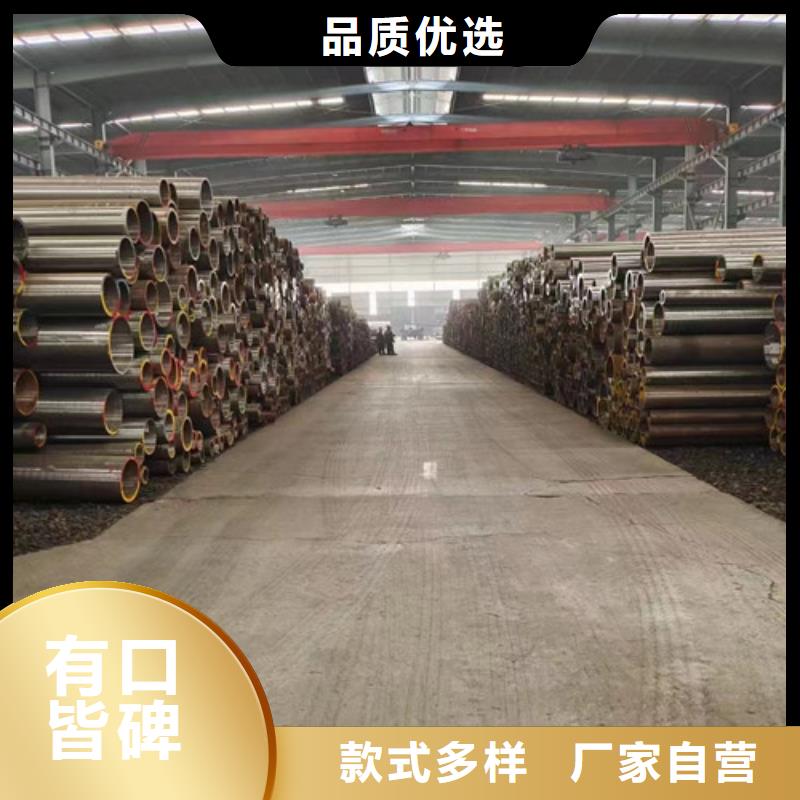
以下是:1Cr5Mo合金钢管出厂价格的图文介绍
莆田路易瑞国际贸易有限公司服务优势
售前的【Q355C无缝钢管】服务团队,为客户提供售前产品咨询服务和售后【Q355C无缝钢管】产品保障服务。
售中积j i与客户洽谈业务合作、无偿进行现场技术交流、实地考察、【Q355C无缝钢管】产品设计。
售后完善的售后服务,公司成立10多人的【Q355C无缝钢管】售后团队服务覆盖全国各地。


哈氏合金钢管无缝钢管制作过程:热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→坯管→矫直→水压试验(或探伤)→标记→入库。 冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。 合金无缝钢管的无缝钢管重量计算公式 无缝钢管重量=[(外径-壁厚)*壁厚]*0.02466 无缝钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,已广泛用钢管来制造。



合金钢管产过程,下面由天津路易瑞来给大家介绍下。合金无缝钢管是一种经济型钢,在国民经济中占有十分重要的地位。广泛应用于石油、化工、锅炉、电站、船舶、机械制造、汽车、航空、航天、能源、地质、建筑、军工等部门。无缝钢管根据生产方法的不同,无缝钢管可分为热轧管、冷轧管、冷拔管、挤压管等。1、热轧无缝钢管一般在自动轧管机上生产。检查并表面缺陷后,将实心管坯切割成所需长度,以管坯穿孔端端面为中心,然后送入加热炉加热,在穿孔机上穿孔。在穿孔过程中,它不断旋转和前进。在轧辊和堵头的作用下,管坯内部逐渐形成一个空腔,称为粗管。然后送至自动轧管机继续轧制。,壁厚由整机调整,直径由浆纱机确定,以满足规范要求。采用连续轧管机生产热轧无缝钢管是一种先进的生产方法。2、应采用冷轧、冷拔或两种方法的组合。冷轧通常在两辊轧机上进行。钢管在由变截面圆槽和固定锥形塞组成的环形孔型中轧制。冷拔通常在0.5~100t的单链或双链冷拔机上进行。3、挤压法是将加热后的管坯置于封闭的挤压筒内,穿孔杆与挤压杆一起移动,从较小的模孔中挤压出挤压件。这种方法可以生产直径较小的钢管。那么,无缝钢管生产工艺有哪些?1、热轧无缝钢管主要生产工艺:管坯制备与检验→ 管坯加热→ 穿孔→ 轧管→ 原管再热→ 定径(减径)→ 热处理→ 成品管的矫直→ 完成→ 检验(无损、物理和化学、台架试验)→ 仓储2、 冷轧无缝钢管主要生产工艺:空白制备→ 酸洗和润滑→ 冷轧(拉伸)→ 热处理→ 矫直→ 完成→ 视察



合金钢管的耐磨性好和耐蚀性强的原因合金钢管体积收缩率较大,铸件在***凝固处易形成较大的集中缩孔。同时对模具有一定的黏附性,在脱模时,易产生黏附现象②锌合金具有较好的压铸性能,流动性较好,可压铸形状复杂的薄壁铸件;它的结旵温度范围小,易于成型,不易粘模,易于脱模由于浇铸温度较低,压铸模使用寿命较长;收缩率较小,压铸件尺寸精度较髙;压铸合金的综合力学性能较髙,特別是抗压和耐磨性较好;但密度大,易老化,抗腐蚀性不强,其应用范围在一定程度上有所限制③镁合金密度小,比强度较高,在低温下力学性能较好,能承受冲击载荷,在浇注温度下,流动性较好,铸件尺寸稳定,切削加工性能好。但铸件易产生缩松和热裂现象,在大气潮湿条件下耐蚀性较差,由于镁易燃烧,镁液遇水会引起剧烈作用而导致爆炸,而且镁粉尘也易自行然烧而引起爆炸,故在镁合金生产中应采取必要的措施④铜合金它的空度较大,熔点也高,导热性、导电性好,并具有抗磁性能、耐磨性好、耐蚀性强,气密性也较好,压铸时充填成型性较好,可以压铸薄壁的零件。



适用于炼油厂的炉管热交换管及管道用的合金钢管,管造用管按一般无缝钢管GB8162一87规定的规格选用,石油3低压锅炉用无缝钢管1)各种钢炉铜管应按GB3087-82标准执行,其规格应符合表7一9的规定2)外径和壁厚的允许偏差应符合表了一10的规定3)各种结构锅炉钢管用20号钢制造,其化学成份应符合GB9-65,《忧质碳素结构钢钢号和一般技术条件》的规定三、不钢无钢管不锈钢无缝钢管有热轧,热挤压和冷披3种,根据GB2270-80规定进行制造,管长度(1)通常长度热轧钢管15~10米:热挤压钢管等于域大于1m冷拔钢管壁厚0,5~1者1-7m;壁厚大于1mm者1,5~8m,(2)经双方协议并在合同中注明,可供应定尺和倍尺长度的钢管,定尺与倍尺钢管长度应在通常长度范围之内,全长允许偏差为+15毫米3)钢管尺寸的允许偏差应符合表7-13的规定4)铜管的弯曲度不得超过如下规定热轧、热挤压钢管螺厚:≤10毫米,15毫米/米>10~20毫米,2,5毫米/米>20~30毫米,3毫米/米冷拔钢管,1,5毫米/米5)技术条件。