




42数控小导管冲孔机注浆工艺视频已经精心制作完成,它将以全新的方式展现产品的独特魅力,让您为之倾倒。
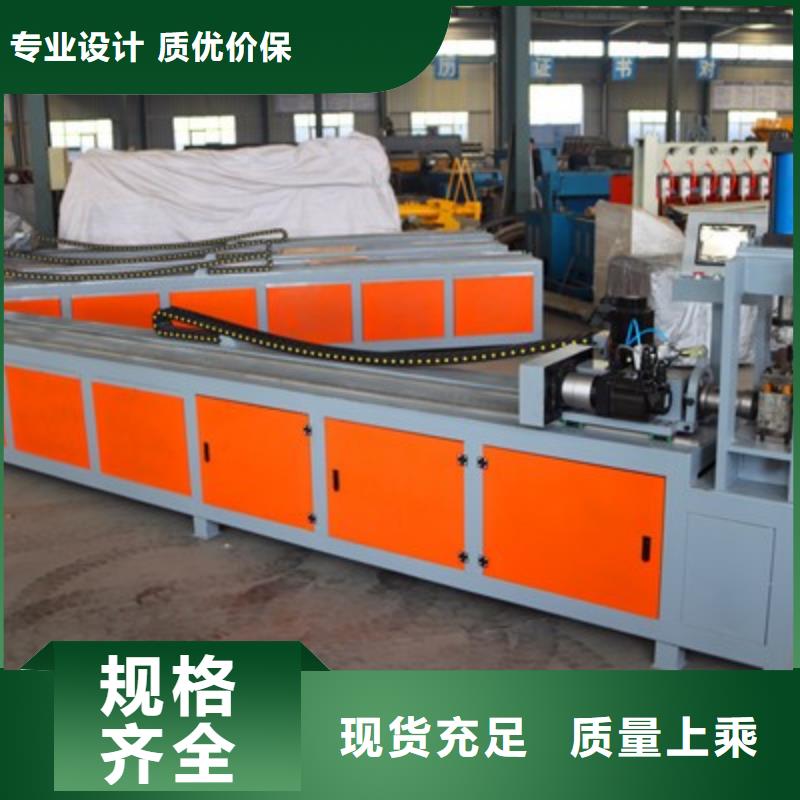
以下是:42数控小导管冲孔机注浆工艺的图文介绍

、喷射砼封闭开挖轮廓面和掌子面:(2)、钻孔并安设小导管。钻孔直径大于钢管直径20mm以上,超前小导管按环向间距40cm,每排布置34根,辅射角为5°~7°,纵向留1.46m的搭接,导管用直径42mm,壁厚4mm的钢管制作,每根长5.5m,钢管前端加工成锥形,尾部焊接加劲箍,钢管围壁钻四排φ6mm压浆孔。(3)、注浆。注浆采用水泥浆;其浆液的水灰比为0.5:1~1:1,水泥标号为425。注浆压力为0.6~1Mpa,为防压裂工作面,同时还需控制注入量,当每根导管的注浆达到设计量时即可停止。当孔口压力达到规定但注入量不足时也应停止。(4)、检查注浆效果。注浆结束后,必须钻孔检查注浆效果,如未达到要求时补孔注浆。小导管尖头机


操作者必须熟悉本机的性能和结构,了解并遵守小导管尖头加工设备操作规程及本工种专业技术规程。 二、上班前必须穿戴好个人劳动保护用品。工作前对设备的电器、编制程序、仪表、电、气管路等认真检查,是否完好,有无损坏或失灵缺陷。 三、检查设备的润滑系统、机械系统、传动系统、防护装置是否齐全,完好,并适当加注润滑油。检查各连接螺栓及零件是否紧固,操作按钮是否完整,操作灵活。 四、加工小导管尖头时操作者头、手或身体的任何部位不得进入工作空间区,防止夹伤。严禁在运行的材料上放置其他物品或进行测量等工作。 五、两人或两人以上人员同时操作时,必须分工明确,由一个人统一指挥,集中精力并密切配合,如发生故障或出现异常时,应立即停机,关闭电源后方可维修。 六、工作完毕,关掉电源、气源、清理好现场卫生,擦拭设备,在规程区域码放好物品。尖头机



工厂直供,采用卓越工艺,精挑材质值得信赖,量大更优惠。主营产品 青海玉树小导管冲孔机,厂家直供质量保障按需定制|售后服务。我公司凭借“过硬的产品,优良的制作,负责的态度,良好的信誉”赢得了市场和长期合作伙伴。可按照客户需求定做,请买家在下单前咨询我们确认所需产品的参数。欢迎来电咨询或来我厂参观。

